Каталог Stellram твердосплавные цельные фрезы - страница 89
Навигация
 Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы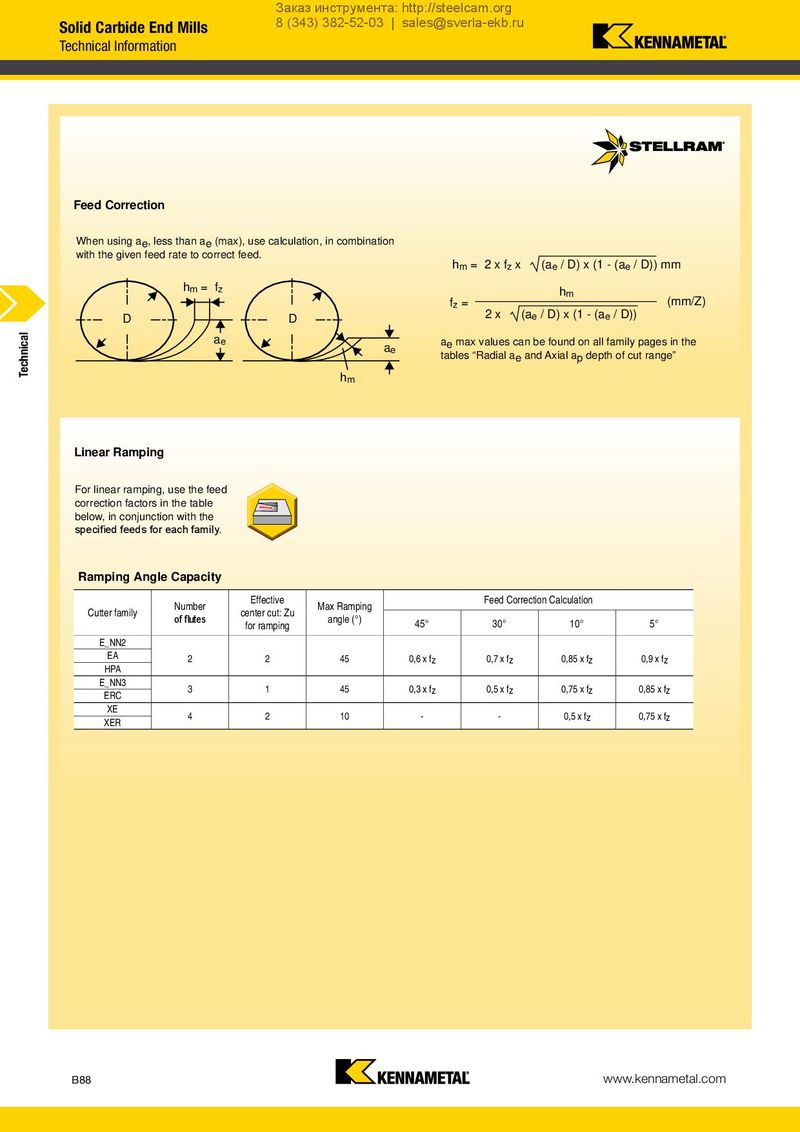
Заказ инструмента: http://steelcam.org Solid Carbide End Mills 8 (343) 382-52-03 | sales@sverla-ekb.ru Technical Information Feed Correction When using ae, less than ae (max), use calculation, in combination with the given feed rate to correct feed. hm = 2 x fz x (ae / D) x (1 - (ae / D)) mm hm = fz hm fz = (mm/Z) D D 2x (ae / D) x (1 - (ae / D)) Technical ae ae ae max values can be found on all family pages in the tables “Radial ae and Axial ap depth of cut range” hm Linear Ramping For linear ramping, use the feed correction factors in the table below, in conjunction with the specified feeds for each family. Ramping Angle Capacity Number Effective Max Ramping Feed Correction Calculation Cutter family of flutes center cut: Zu angle (°) for ramping 45° 30° 10° 5° E_NN2 EA 2 2 45 0,6 x fz 0,7 x fz 0,85 x fz 0,9 x fz HPA E_NN3 3 1 45 0,3 x fz 0,5 x fz 0,75 x fz 0,85 x fz ERC XE 4 2 10 - - 0,5 x fz 0,75 x fz XER B88 www.kennametal.com