Каталог Stellram твердосплавные цельные фрезы - страница 88
Навигация
 Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы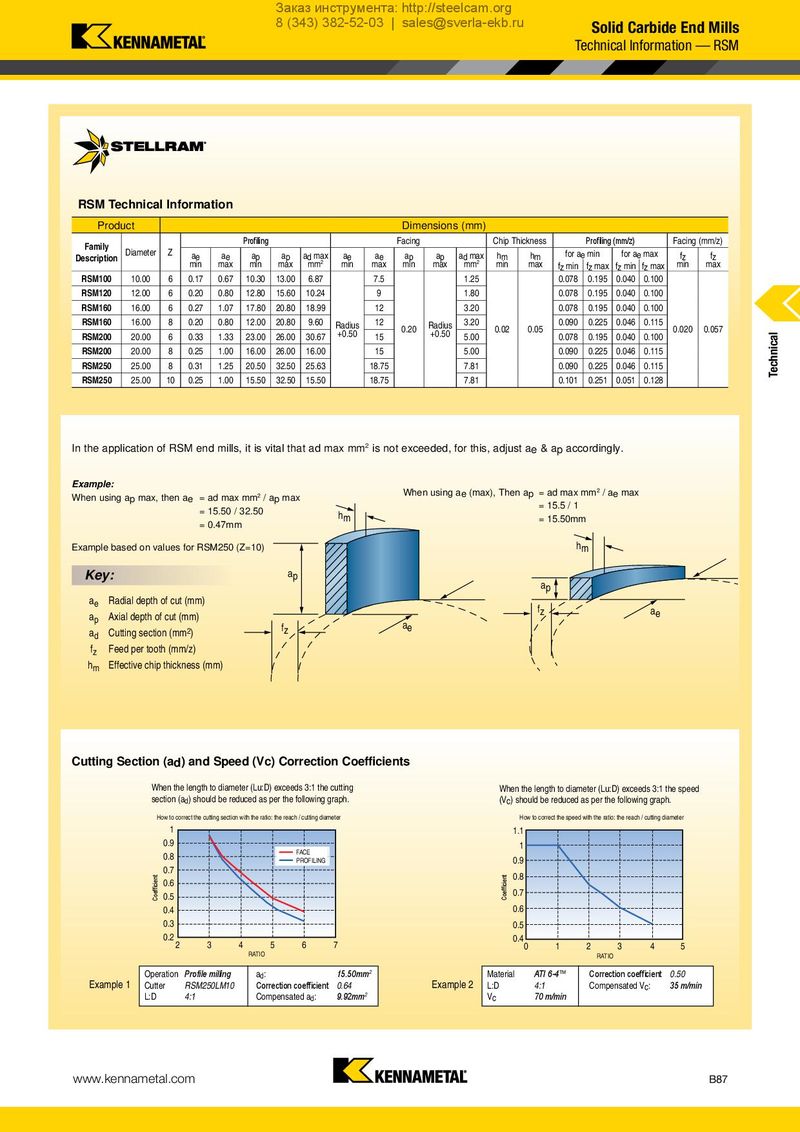
Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Solid Carbide End Mills Technical Information — RSM RSM Technical Information Product Dimensions (mm) Family Profiling Facing Chip Thickness Profiling (mm/z) Facing (mm/z) Description Diameter Z ae ae ap ap ad max ae ae ap ap ad max hm hm for ae min for ae max fz fz min max min max mm2 min max min max mm2 min max fz min fz max fz min fz max min max RSM100 10.00 6 0.17 0.67 10.30 13.00 6.87 7.5 1.25 0.078 0.195 0.040 0.100 RSM120 12.00 6 0.20 0.80 12.80 15.60 10.24 9 1.80 0.078 0.195 0.040 0.100 RSM160 16.00 6 0.27 1.07 17.80 20.80 18.99 12 3.20 0.078 0.195 0.040 0.100 RSM160 16.00 8 0.20 0.80 12.00 20.80 9.60 Radius 12 0.20 Radius 3.20 0.02 0.05 0.090 0.225 0.046 0.115 0.020 0.057 RSM200 20.00 6 0.33 1.33 23.00 26.00 30.67 +0.50 15 +0.50 5.00 0.078 0.195 0.040 0.100 Technical RSM200 20.00 8 0.25 1.00 16.00 26.00 16.00 15 5.00 0.090 0.225 0.046 0.115 RSM250 25.00 8 0.31 1.25 20.50 32.50 25.63 18.75 7.81 0.090 0.225 0.046 0.115 RSM250 25.00 10 0.25 1.00 15.50 32.50 15.50 18.75 7.81 0.101 0.251 0.051 0.128 In the application of RSM end mills, it is vital that ad max mm2 is not exceeded, for this, adjust ae & ap accordingly. Example: When using ae (max), Then ap = ad max mm2 / ae max When using ap max, then ae = ad max mm2 / ap max = 15.5 / 1 = 15.50 / 32.50 hm = 15.50mm = 0.47mm Example based on values for RSM250 (Z=10) hm Key: ap ap ae Radial depth of cut (mm) fz ae ap Axial depth of cut (mm) ae ad Cutting section (mm2) fz fz Feed per tooth (mm/z) hm Effective chip thickness (mm) Cutting Section (ad) and Speed (Vc) Correction Coefficients When the length to diameter (Lu:D) exceeds 3:1 the cutting When the length to diameter (Lu:D) exceeds 3:1 the speed section (ad) should be reduced as per the following graph. (Vc) should be reduced as per the following graph. How to correct the cutting section with the ratio: the reach / cutting diameter How to correct the speed with the ratio: the reach / cutting diameter 1 1 1.1 1.1 0.9 0.9 1 1 0.8 0FP.AR8COEFILING 0.9 0.9 Coefficient 0.7 0.7 0.8 Coefficient 0.8 0.6 0.6 0.5 0.5 0.7 0.7 0.4 0.4 0.6 0.6 0.3 0.3 0.5 0.5 0.2 2 3 4 5 0.2 0.4 0.4 62 73 4 5 16 27 0 3 40 51 2 3 4 5 RATIO RATIO Operation Profile milling ad: 15.50mm2 Material ATI 6-4™ Correction coefficient 0.50 Example 1 Cutter RSM250LM10 Correction coefficient 0.64 Example 2 L:D 4:1 Compensated Vc: 35 m/min L:D 4:1 Compensated ad: 9.92mm2 Vc 70 m/min www.kennametal.com B87