Общий каталог SGS 2021 - страница 34
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS фрезы для труднообрабатываемых материалов Series 33
Каталог SGS фрезы для труднообрабатываемых материалов Series 33 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS фрезы для обработки пластика PCR series
Каталог SGS фрезы для обработки пластика PCR series Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS монолитный инструмент из композитных материалов
Каталог SGS монолитный инструмент из композитных материалов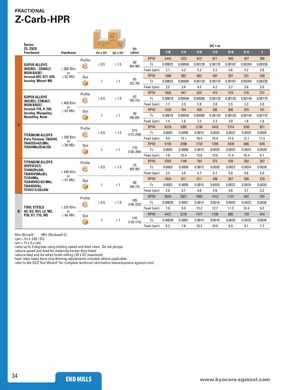
FRACTIONAL Z-Carb-HPR Ap Series Ae Ae DC • in Z5, Z5CR Vc Fractional Hardness Ae x DC Ap x DC (sfm) 1/8 1/4 3/8 1/2 5/8 3/4 1 SUPER ALLOYS(NICKEL , COBALT, Profile ≤ 0.5≤ 300 Bhn RPM 2445 1222 815 611 489 407 306≤ 1.580(64-96)Fz0.000250.000680.001280.001700.001870.002040.00238Feed (ipm)3.14.25.25.24.64.23.6 IRON BASE) or Inconel 601, 617, 625, ≤ 32 HRc SlotIncoloy, Monel 4001 RPM 1986 993 662 497 397 331 248≤165(52-78)Fz0.000250.000680.001280.001700.001870.002040.00238 Feed (ipm) 2.5 3.4 4.2 4.2 3.7 3.4 3.0 ProfileSUPER ALLOYS(NICKEL, COBALT,IRON BASE)Inconel 718, X-750,Incoloy, Waspaloy,≤ 400 Bhnor≤ 43 HRcSlotHastelloy, Rene≤ 0.51RPM1895947632474379316237≤ 1.562(50-74)Fz0.000180.000480.000900.001200.001300.001400.00170Feed (ipm)1.72.32.82.82.52.22.0RPM1528764509382306255191≤150(40-60)Fz0.000180.000480.000900.001200.001300.001400.00170 Feed (ipm) 1.4 1.8 2.3 2.3 2.0 1.8 1.6 S Profile ≤ 0.5TITANIUM ALLOYSPure Ttanium, Ti6Al4V,Ti6Al2Sn4Zr2Mo,Ti4Al4Mo2Sn0.5Si≤ 350 Bhnor≤ 38 HRcSlot1RPM657032852190164313141095821≤ 1.5215(172-258)Fz0.00030.00080.00150.00200.00220.00240.0028Feed (ipm)9.913.116.416.414.513.111.5RPM51952598173212991039866649≤1170(136-204)Fz0.00030.00080.00150.00200.00220.00240.0028 Feed (ipm) 7.8 10.4 13.0 13.0 11.4 10.4 9.1 TITANIUM ALLOYS Profile(DIFFICULT)≤ 0.5Ti10Al2Fe3Al,Ti5Al5V5Mo3Cr,Ti7Al4Mo,Ti3Al8V6Cr4Zr4Mo,≤ 440 Bhnor≤ 47 HRcSlotTi6Al6V6Sn,1RPM22921146764573458382287≤ 1.575(60-90)Fz0.00030.00080.00150.00200.00220.00240.0028Feed (ipm)3.44.65.75.75.04.64.0RPM1834917611458367306229≤160(48-72)Fz0.00030.00080.00150.00200.00220.00240.0028 Ti15V3 Cr3Sn3Al Feed (ipm) 2.8 3.7 4.6 4.6 4.0 3.7 3.2 Profile ≤ 0.5 RPM 5654 2827 1885 1413 1131 942 707≤ 1.5185(148-222)Fz0.000280.00070.00140.00180.00200.00220.0026 TOOL STEELS ≤ 375 Bhn Feed (ipm) 7.9 9.9 13.2 12.7 11.3 10.4 9.2 H A2, D2, H13, L2, M2, or P20, S7, T15, W2 ≤ 40 HRc Slot 1 RPM 4431 2216 1477 1108 886 739 554≤1145(116-174)Fz0.000280.00070.00140.00180.00200.00220.0026 Feed (ipm) 6.2 7.8 10.3 10.0 8.9 8.1 7.2 Bhn (Brinell) HRc (Rockwell C) rpm = Vc x 3.82 / DC ipm = Fz x 5 x rpm ramp up to 5 degrees using slotting speed and feed rates. Do not plunge. reduce speed and feed for materials harder than listed reduce feed and Ae when finish milling (.02 x DC maximum) feed rates listed have chip thinning adjustments included where applicable refer to the SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) 34 END MILLS wwwE.kNyDoMceILraLS-sgstool.com