Общий каталог SGS 2021 - страница 212
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS фрезы для труднообрабатываемых материалов Series 33
Каталог SGS фрезы для труднообрабатываемых материалов Series 33 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS фрезы для обработки пластика PCR series
Каталог SGS фрезы для обработки пластика PCR series Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS монолитный инструмент из композитных материалов
Каталог SGS монолитный инструмент из композитных материалов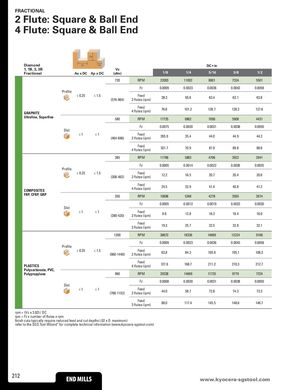
FRACTIONAL 2 Flute: Square & Ball End 4 Flute: Square & Ball End Ap Diamond Ae Ae DC • in 1, 1B, 3, 3B Vc Fractional Ae x DC Ap x DC (sfm) 1/8 1/4 5/16 3/8 1/2 720 RPM 22003 11002 8801 7334 5501 Fz 0.0009 0.0023 0.0036 0.0043 0.0058 Profile ≤ 0.25 ≤ 1.5 Feed(576-864)2 flutes (ipm)38.350.6 63.4 63.1 63.8 GRAPHITE Feed4 flutes (ipm)76.6 101.2 126.7 126.2 127.6 Ultrafine, Superfine 580 RPM 17725 8862 7090 5908 4431 Fz 0.0075 0.0020 0.0031 0.0038 0.0050 Slot ≤1 ≤1 Feed(464-696)2 flutes (ipm)265.935.4 44.0 44.9 44.3 Feed4 flutes (ipm)531.7 70.9 87.9 89.8 88.6 385 RPM 11766 5883 4706 3922 2941 Fz 0.0005 0.0014 0.0022 0.0026 0.0035 Profile ≤ 0.25 ≤ 1.5 Feed(308-462)2 flutes (ipm)12.216.5 20.7 20.4 20.6 COMPOSITES Feed4 flutes (ipm)24.5 32.9 41.4 40.8 41.2 FRP, CFRP, GRP 350 RPM 10696 5348 4278 3565 2674 Fz 0.0005 0.0012 0.0019 0.0023 0.0030 Slot ≤1 ≤1 Feed(280-420)2 flutes (ipm)9.6 12.8 16.3 16.4 16.0 Feed3 flutes (ipm)19.3 25.7 32.5 32.8 32.1 1200 RPM 36672 18336 14669 12224 9168 Fz 0.0009 0.0023 0.0036 0.0043 0.0058 Profile ≤ 0.25 ≤ 1.5 Feed(960-1440)2 flutes (ipm)63.884.3 105.6 105.1 106.3 PLASTICS Feed4 flutes (ipm)127.6 168.7 211.2 210.3 212.7 Polycarbonate, PVC, Polypropylene 960 RPM 29338 14669 11735 9779 7334 Fz 0.0008 0.0020 0.0031 0.0038 0.0050 Slot ≤1 ≤1 Feed(768-1152)2 flutes (ipm)44.058.7 72.8 74.3 73.3 Feed3 flutes (ipm)88.0 117.4 145.5 148.6 146.7 rpm = (Vc x 3.82) / DC ipm = Fz x number of flutes x rpm finish cuts typically require reduced feed and cut depths (.02 x D maximum) refer to the SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) 212 END MILLS wwENwD.kMyIoLcLSera-sgstool.com