Общий каталог SGS 2018 - страница 60
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском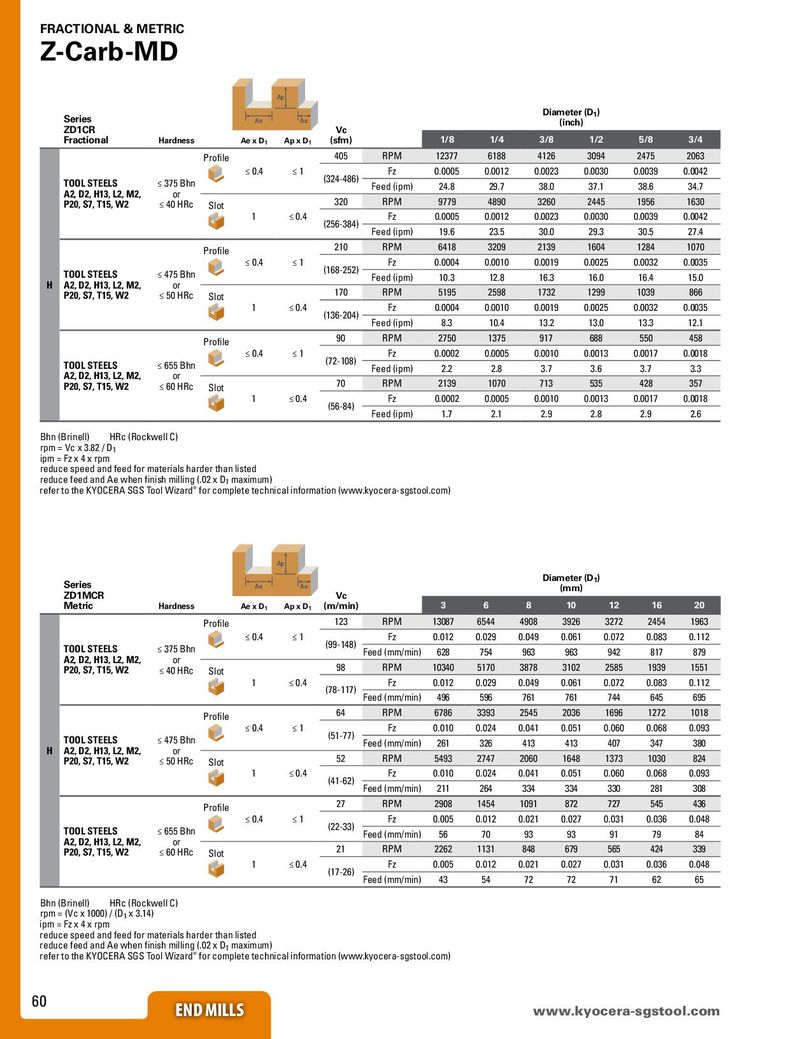
FRACTIONAL & METRIC Z-Carb-MD Ap Series Diameter (D1) Ae Ae (inch) ZD1CR Vc Fractional Hardness Ae x D1 Ap x D1 (sfm) 1/8 1/4 3/8 1/2 5/8 3/4 Profile 405 RPM 12377 6188 4126 3094 2475 2063 ≤ 0.4 ≤1 (324-486) Fz 0.0005 0.0012 0.0023 0.0030 0.0039 0.0042 TOOL STEELS ≤ 375 Bhn Feed (ipm) 24.8 29.7 38.0 37.1 38.6 34.7 A2, D2, H13, L2, M2, or 320 RPM 9779 4890 3260 2445 1956 1630 P20, S7, T15, W2 ≤ 40 HRc Slot 1 ≤ 0.4 (256-384) Fz 0.0005 0.0012 0.0023 0.0030 0.0039 0.0042 Feed (ipm) 19.6 23.5 30.0 29.3 30.5 27.4 Profile 210 RPM 6418 3209 2139 1604 1284 1070 ≤ 0.4 ≤1 (168-252) Fz 0.0004 0.0010 0.0019 0.0025 0.0032 0.0035 TOOL STEELS ≤ 475 Bhn Feed (ipm) 10.3 12.8 16.3 16.0 16.4 15.0 H A2, D2, H13, L2, M2, or 170 RPM 5195 2598 1732 1299 1039 866 P20, S7, T15, W2 ≤ 50 HRc Slot 1 ≤ 0.4 (136-204) Fz 0.0004 0.0010 0.0019 0.0025 0.0032 0.0035 Feed (ipm) 8.3 10.4 13.2 13.0 13.3 12.1 Profile 90 RPM 2750 1375 917 688 550 458 ≤ 0.4 ≤1 (72-108) Fz 0.0002 0.0005 0.0010 0.0013 0.0017 0.0018 TOOL STEELS ≤ 655 Bhn Feed (ipm) 2.2 2.8 3.7 3.6 3.7 3.3 A2, D2, H13, L2, M2, or 70 RPM 2139 1070 713 535 428 357 P20, S7, T15, W2 ≤ 60 HRc Slot 1 ≤ 0.4 (56-84) Fz 0.0002 0.0005 0.0010 0.0013 0.0017 0.0018 Feed (ipm) 1.7 2.1 2.9 2.8 2.9 2.6 Bhn (Brinell) HRc (Rockwell C) rpm = Vc x 3.82 / D1 ipm = Fz x 4 x rpm reduce speed and feed for materials harder than listed reduce feed and Ae when finish milling (.02 x D1 maximum) refer to the KYOCERA SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) Ap Series Diameter (D1) Ae Ae (mm) ZD1MCR Vc Metric Hardness Ae x D1 Ap x D1 (m/min) 3 6 8 10 12 16 20 Profile 123 RPM 13087 6544 4908 3926 3272 2454 1963 ≤ 0.4 ≤1 (99-148) Fz 0.012 0.029 0.049 0.061 0.072 0.083 0.112 TOOL STEELS ≤ 375 Bhn Feed (mm/min) 628 754 963 963 942 817 879 A2, D2, H13, L2, M2, or 98 RPM 10340 5170 3878 3102 2585 1939 1551 P20, S7, T15, W2 ≤ 40 HRc Slot 1 ≤ 0.4 (78-117) Fz 0.012 0.029 0.049 0.061 0.072 0.083 0.112 Feed (mm/min) 496 596 761 761 744 645 695 Profile 64 RPM 6786 3393 2545 2036 1696 1272 1018 ≤ 0.4 ≤1 (51-77) Fz 0.010 0.024 0.041 0.051 0.060 0.068 0.093 TOOL STEELS ≤ 475 Bhn Feed (mm/min) 261 326 413 413 407 347 380 H A2, D2, H13, L2, M2, or 52 RPM 5493 2747 2060 1648 1373 1030 824 P20, S7, T15, W2 ≤ 50 HRc Slot 1 ≤ 0.4 (41-62) Fz 0.010 0.024 0.041 0.051 0.060 0.068 0.093 Feed (mm/min) 211 264 334 334 330 281 308 Profile 27 RPM 2908 1454 1091 872 727 545 436 ≤ 0.4 ≤1 (22-33) Fz 0.005 0.012 0.021 0.027 0.031 0.036 0.048 TOOL STEELS ≤ 655 Bhn Feed (mm/min) 56 70 93 93 91 79 84 A2, D2, H13, L2, M2, or 21 RPM 2262 1131 848 679 565 424 339 P20, S7, T15, W2 ≤ 60 HRc Slot 1 ≤ 0.4 (17-26) Fz 0.005 0.012 0.021 0.027 0.031 0.036 0.048 Feed (mm/min) 43 54 72 72 71 62 65 Bhn (Brinell) HRc (Rockwell C) rpm = (Vc x 1000) / (D1 x 3.14) ipm = Fz x 4 x rpm reduce speed and feed for materials harder than listed reduce feed and Ae when finish milling (.02 x D1 maximum) refer to the KYOCERA SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) 60 END MILLS wwwE.kNyDoMceILraLS-sgstool.com