Общий каталог SGS 2018 - страница 224
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском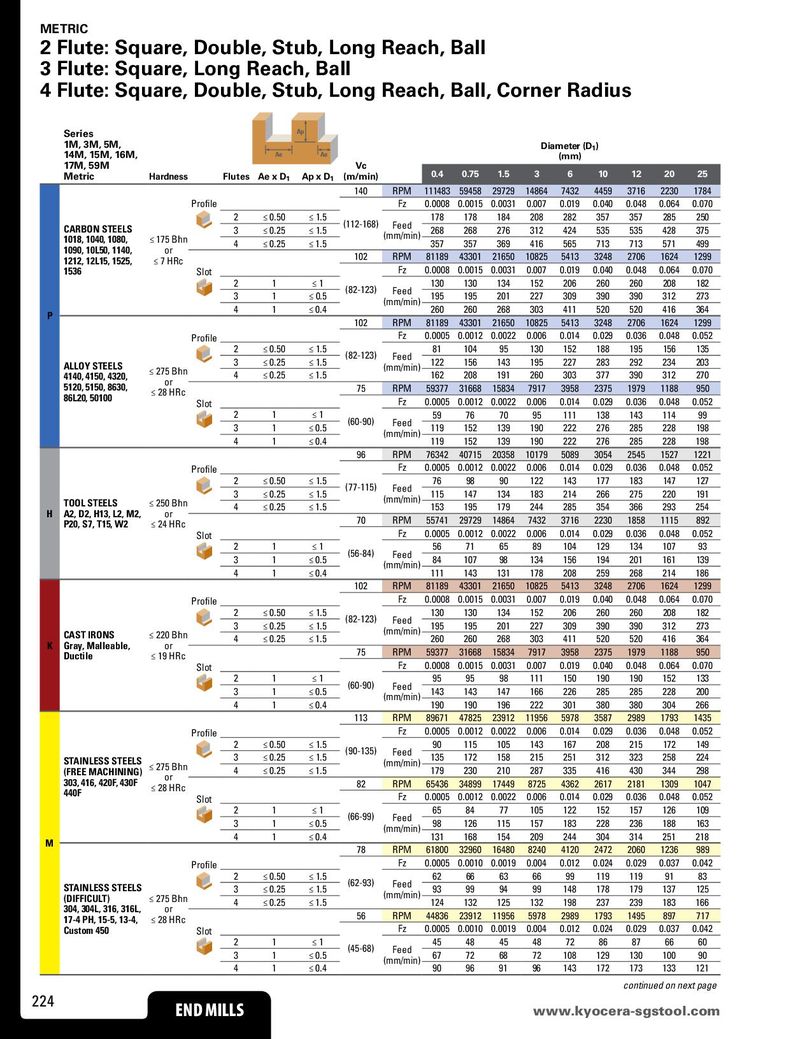
METRIC 2 Flute: Square, Double, Stub, Long Reach, Ball 3 Flute: Square, Long Reach, Ball 4 Flute: Square, Double, Stub, Long Reach, Ball, Corner Radius Series Ap 1M, 3M, 5M, Diameter (D1) 14M, 15M, 16M, Ae Ae (mm) 17M, 59M Vc 0.4 0.75 1.5 3 6 10 12 20 25 Metric Hardness Flutes Ae x D1 Ap x D1 (m/min) 140 RPM 111483 59458 29729 14864 7432 4459 3716 2230 1784 Profile Fz 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 2 ≤ 0.50 ≤ 1.5 (112-168) Feed 178 178 184 208 282 357 357 285 250 CARBON STEELS 3 ≤ 0.25 ≤ 1.5 (mm/min) 268 268 276 312 424 535 535 428 375 1018, 1040, 1080, ≤ 175 Bhn 4 ≤ 0.25 ≤ 1.5 357 357 369 416 565 713 713 571 499 1090, 10L50, 1140, or 102 RPM 81189 43301 21650 10825 5413 3248 2706 1624 1299 1212, 12L15, 1525, ≤ 7 HRc Fz 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 1536 Slot 2 1 ≤1 (82-123) Feed 130 130 134 152 206 260 260 208 182 3 1 ≤ 0.5 (mm/min) 195 195 201 227 309 390 390 312 273 P 4 1 ≤ 0.4 260 260 268 303 411 520 520 416 364 102 RPM 81189 43301 21650 10825 5413 3248 2706 1624 1299 Profile Fz 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 2 ≤ 0.50 ≤ 1.5 (82-123) Feed 81 104 95 130 152 188 195 156 135 ALLOY STEELS ≤ 275 Bhn 3 ≤ 0.25 ≤ 1.5 (mm/min) 122 156 143 195 227 283 292 234 203 4140, 4150, 4320, or 4 ≤ 0.25 ≤ 1.5 162 208 191 260 303 377 390 312 270 5120, 5150, 8630, ≤ 28 HRc 75 RPM 59377 31668 15834 7917 3958 2375 1979 1188 950 86L20, 50100 Slot Fz 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 2 1 ≤1 (60-90) Feed 59 76 70 95 111 138 143 114 99 3 1 ≤ 0.5 (mm/min) 119 152 139 190 222 276 285 228 198 4 1 ≤ 0.4 119 152 139 190 222 276 285 228 198 96 RPM 76342 40715 20358 10179 5089 3054 2545 1527 1221 Profile Fz 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 2 ≤ 0.50 ≤ 1.5 (77-115) Feed 76 98 90 122 143 177 183 147 127 TOOL STEELS ≤ 250 Bhn 3 ≤ 0.25 ≤ 1.5 (mm/min) 115 147 134 183 214 266 275 220 191 H A2, D2, H13, L2, M2, or 4 ≤ 0.25 ≤ 1.5 153 195 179 244 285 354 366 293 254 P20, S7, T15, W2 ≤ 24 HRc 70 RPM 55741 29729 14864 7432 3716 2230 1858 1115 892 Slot Fz 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 2 1 ≤1 (56-84) Feed 56 71 65 89 104 129 134 107 93 3 1 ≤ 0.5 (mm/min) 84 107 98 134 156 194 201 161 139 4 1 ≤ 0.4 111 143 131 178 208 259 268 214 186 102 RPM 81189 43301 21650 10825 5413 3248 2706 1624 1299 Profile Fz 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 2 ≤ 0.50 ≤ 1.5 (82-123) Feed 130 130 134 152 206 260 260 208 182 CAST IRONS ≤ 220 Bhn 3 ≤ 0.25 ≤ 1.5 (mm/min) 195 195 201 227 309 390 390 312 273 K Gray, Malleable, or 4 ≤ 0.25 ≤ 1.5 260 260 268 303 411 520 520 416 364 Ductile ≤ 19 HRc 75 RPM 59377 31668 15834 7917 3958 2375 1979 1188 950 Slot Fz 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 2 1 ≤1 (60-90) Feed 95 95 98 111 150 190 190 152 133 3 1 ≤ 0.5 (mm/min) 143 143 147 166 226 285 285 228 200 4 1 ≤ 0.4 190 190 196 222 301 380 380 304 266 113 RPM 89671 47825 23912 11956 5978 3587 2989 1793 1435 Profile Fz 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 2 ≤ 0.50 ≤ 1.5 (90-135) Feed 90 115 105 143 167 208 215 172 149 STAINLESS STEELS ≤ 275 Bhn 3 ≤ 0.25 ≤ 1.5 (mm/min) 135 172 158 215 251 312 323 258 224 (FREE MACHINING) or 4 ≤ 0.25 ≤ 1.5 179 230 210 287 335 416 430 344 298 303, 416, 420F, 430F ≤ 28 HRc 82 RPM 65436 34899 17449 8725 4362 2617 2181 1309 1047 440F Slot Fz 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 2 1 ≤1 (66-99) Feed 65 84 77 105 122 152 157 126 109 3 1 ≤ 0.5 (mm/min) 98 126 115 157 183 228 236 188 163 M 4 1 ≤ 0.4 131 168 154 209 244 304 314 251 218 78 RPM 61800 32960 16480 8240 4120 2472 2060 1236 989 Profile Fz 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042 2 ≤ 0.50 ≤ 1.5 (62-93) Feed 62 66 63 66 99 119 119 91 83 STAINLESS STEELS 3 ≤ 0.25 ≤ 1.5 (mm/min) 93 99 94 99 148 178 179 137 125 (DIFFICULT) ≤ 275 Bhn 4 ≤ 0.25 ≤ 1.5 124 132 125 132 198 237 239 183 166 304, 304L, 316, 316L, or 56 RPM 44836 23912 11956 5978 2989 1793 1495 897 717 17-4 PH, 15-5, 13-4, ≤ 28 HRc Fz 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042 Custom 450 Slot 2 1 ≤1 (45-68) Feed 45 48 45 48 72 86 87 66 60 3 1 ≤ 0.5 (mm/min) 67 72 68 72 108 129 130 100 90 4 1 ≤ 0.4 90 96 91 96 143 172 173 133 121 continued on next page 2 24 END MILLS wwwE.kNyDoMceILraLS-sgstool.com