Общий каталог SGS 2015 на русском - страница 82
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Общий каталог SGS 2018
Общий каталог SGS 2018 Каталог SGS инструмент для сверления
Каталог SGS инструмент для сверления Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb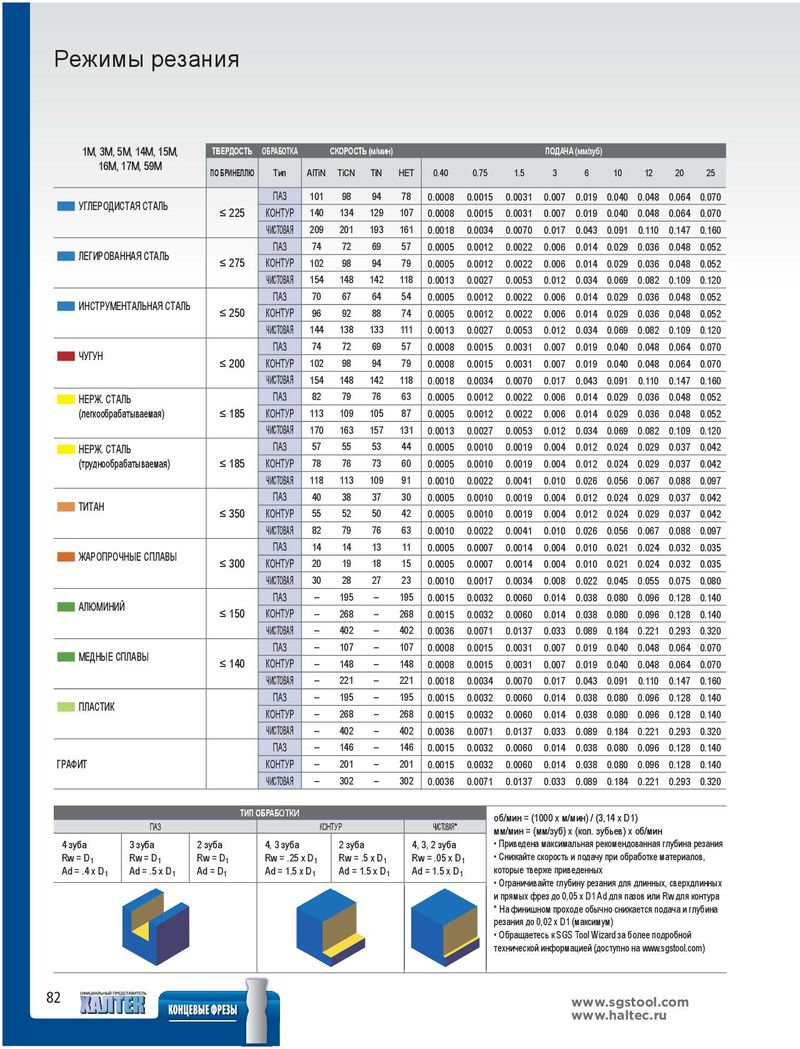
Режимы резания 1M, 3M, 5M, 14M, 15M, ТВЕРДОСТЬ ОБРАБОТКА СКОРОСТЬ (м/мин) ПОДАЧА (мм/зуб) 16M, 17M, 59M ПО БРИНЕЛЛЮ Тип AlTiN TiCN TiN НЕТ 0.40 0.75 1.5 3 6 10 12 20 25 ■■ ПАЗ 101 98 94 78 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 УГЛЕРОДИСТАЯ СТАЛЬ ≤ 225 КОНТУР 140 134 129 107 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 ЧИСТОВАЯ 209 201 193 161 0.0018 0.0034 0.0070 0.017 0.043 0.091 0.110 0.147 0.160 ■■ ПАЗ 74 72 69 57 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 ЛЕГИРОВАННАЯ СТАЛЬ ≤ 275 КОНТУР 102 98 94 79 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 ЧИСТОВАЯ 154 148 142 118 0.0013 0.0027 0.0053 0.012 0.034 0.069 0.082 0.109 0.120 ■■ ПАЗ 70 67 64 54 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ≤ 250 КОНТУР 96 92 88 74 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 ЧИСТОВАЯ 144 138 133 111 0.0013 0.0027 0.0053 0.012 0.034 0.069 0.082 0.109 0.120 ■■ ПАЗ 74 72 69 57 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 ЧУГУН ≤ 200 КОНТУР 102 98 94 79 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 ЧИСТОВАЯ 154 148 142 118 0.0018 0.0034 0.0070 0.017 0.043 0.091 0.110 0.147 0.160 ■■ НЕРЖ. СТАЛЬ ПАЗ 82 79 76 63 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 (легкообрабатываемая) ≤ 185 КОНТУР 113 109 105 87 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052 ЧИСТОВАЯ 170 163 157 131 0.0013 0.0027 0.0053 0.012 0.034 0.069 0.082 0.109 0.120 ■■ НЕРЖ. СТАЛЬ ПАЗ 57 55 53 44 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042 (труднообрабатываемая) ≤ 185 КОНТУР 78 76 73 60 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042 ЧИСТОВАЯ 118 113 109 91 0.0010 0.0022 0.0041 0.010 0.026 0.056 0.067 0.088 0.097 ■■ ПАЗ 40 38 37 30 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042 ТИТАН ≤ 350 КОНТУР 55 52 50 42 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042 ЧИСТОВАЯ 82 79 76 63 0.0010 0.0022 0.0041 0.010 0.026 0.056 0.067 0.088 0.097 ■■ ПАЗ 14 14 13 11 0.0005 0.0007 0.0014 0.004 0.010 0.021 0.024 0.032 0.035 ЖАРОПРОЧНЫЕ СПЛАВЫ ≤ 300 КОНТУР 20 19 18 15 0.0005 0.0007 0.0014 0.004 0.010 0.021 0.024 0.032 0.035 ЧИСТОВАЯ 30 28 27 23 0.0010 0.0017 0.0034 0.008 0.022 0.045 0.055 0.075 0.080 ■■ ПАЗ – 195 – 195 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140 АЛЮМИНИЙ ≤ 150 КОНТУР – 268 – 268 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140 ЧИСТОВАЯ – 402 – 402 0.0036 0.0071 0.0137 0.033 0.089 0.184 0.221 0.293 0.320 ■■ ПАЗ – 107 – 107 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 МЕДНЫЕ СПЛАВЫ ≤ 140 КОНТУР – 148 – 148 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070 ЧИСТОВАЯ – 221 – 221 0.0018 0.0034 0.0070 0.017 0.043 0.091 0.110 0.147 0.160 ■■ ПАЗ – 195 – 195 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140 ПЛАСТИК КОНТУР – 268 – 268 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140 ЧИСТОВАЯ – 402 – 402 0.0036 0.0071 0.0137 0.033 0.089 0.184 0.221 0.293 0.320 ПАЗ – 146 – 146 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140 ГРАФИТ КОНТУР – 201 – 201 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140 ЧИСТОВАЯ – 302 – 302 0.0036 0.0071 0.0137 0.033 0.089 0.184 0.221 0.293 0.320 ТИП ОБРАБОТКИ об/мин = (1000 x м/мин) / (3,14 x D1) ПАЗ КОНТУР ЧИСТОВАЯ* мм/мин = (мм/зуб) x (кол. зубьев) x об/мин 4 зуба 3 зуба 2 зуба 4, 3 зуба 2 зуба 4, 3, 2 зуба • Приведена максимальная рекомендованная глубина резания Rw = D1 Rw = D1 Rw = D1 Rw = .25 x D1 Rw = .5 x D1 Rw = .05 x D1 • Снижайте скорость и подачу при обработке материалов, Ad = .4 x D1 Ad = .5 x D1 Ad = D1 Ad = 1.5 x D1 Ad = 1.5 x D1 Ad = 1.5 x D1 которые тверже приведенных • Ограничивайте глубину резания для длинных, сверхдлинных и прямых фрез до 0,05 x D1 Ad для пазов или Rw для контура * На финишном проходе обычно снижается подача и глубина резания до 0,02 x D1 (максимум) • Обращаетесь к SGS Tool Wizard за более подробной технической информацией (доступно на www.sgstool.com) 82 www.sgstool.com www.haltec.ru