Общий каталог SGS 2015 на русском - страница 45
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Общий каталог SGS 2018
Общий каталог SGS 2018 Каталог SGS инструмент для сверления
Каталог SGS инструмент для сверления Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb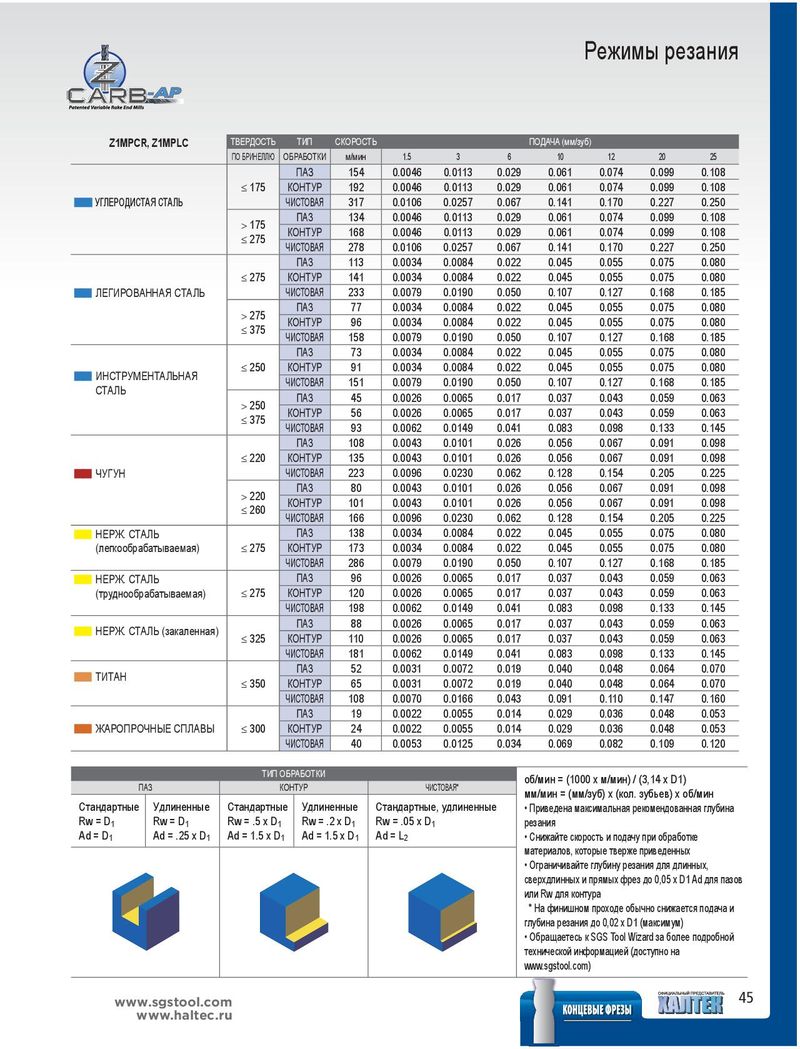
Режимы резания Z1MPCR, Z1MPLC ТВЕРДОСТЬ ТИП СКОРОСТЬ ПОДАЧА (мм/зуб) ПО БРИНЕЛЛЮ ОБРАБОТКИ м/мин 1.5 3 6 10 12 20 25 ПАЗ 154 0.0046 0.0113 0.029 0.061 0.074 0.099 0.108 ≤ 175 КОНТУР 192 0.0046 0.0113 0.029 0.061 0.074 0.099 0.108 ■■ УГЛЕРОДИСТАЯ СТАЛЬ ЧИСТОВАЯ 317 0.0106 0.0257 0.067 0.141 0.170 0.227 0.250 > 175 ПАЗ 134 0.0046 0.0113 0.029 0.061 0.074 0.099 0.108 ≤ 275 КОНТУР 168 0.0046 0.0113 0.029 0.061 0.074 0.099 0.108 ЧИСТОВАЯ 278 0.0106 0.0257 0.067 0.141 0.170 0.227 0.250 ПАЗ 113 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080 ≤ 275 КОНТУР 141 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080 ■■ ЛЕГИРОВАННАЯ СТАЛЬ ЧИСТОВАЯ 233 0.0079 0.0190 0.050 0.107 0.127 0.168 0.185 > 275 ПАЗ 77 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080 ≤ 375 КОНТУР 96 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080 ЧИСТОВАЯ 158 0.0079 0.0190 0.050 0.107 0.127 0.168 0.185 ПАЗ 73 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080 ■■ ИНСТРУМЕНТАЛЬНАЯ ≤ 250 КОНТУР 91 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080 СТАЛЬ ЧИСТОВАЯ 151 0.0079 0.0190 0.050 0.107 0.127 0.168 0.185 > 250 ПАЗ 45 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063 ≤ 375 КОНТУР 56 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063 ЧИСТОВАЯ 93 0.0062 0.0149 0.041 0.083 0.098 0.133 0.145 ПАЗ 108 0.0043 0.0101 0.026 0.056 0.067 0.091 0.098 ≤ 220 КОНТУР 135 0.0043 0.0101 0.026 0.056 0.067 0.091 0.098 ■■ ЧУГУН ЧИСТОВАЯ 223 0.0096 0.0230 0.062 0.128 0.154 0.205 0.225 > 220 ПАЗ 80 0.0043 0.0101 0.026 0.056 0.067 0.091 0.098 ≤ 260 КОНТУР 101 0.0043 0.0101 0.026 0.056 0.067 0.091 0.098 ЧИСТОВАЯ 166 0.0096 0.0230 0.062 0.128 0.154 0.205 0.225 ■■ НЕРЖ. СТАЛЬ ПАЗ 138 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080 (легкообрабатываемая) ≤ 275 КОНТУР 173 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080 ЧИСТОВАЯ 286 0.0079 0.0190 0.050 0.107 0.127 0.168 0.185 ■■ НЕРЖ. СТАЛЬ ПАЗ 96 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063 (труднообрабатываемая) ≤ 275 КОНТУР 120 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063 ЧИСТОВАЯ 198 0.0062 0.0149 0.041 0.083 0.098 0.133 0.145 ■■ НЕРЖ. СТАЛЬ (закаленная) ПАЗ 88 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063 ≤ 325 КОНТУР 110 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063 ЧИСТОВАЯ 181 0.0062 0.0149 0.041 0.083 0.098 0.133 0.145 ■■ ТИТАН ПАЗ 52 0.0031 0.0072 0.019 0.040 0.048 0.064 0.070 ≤ 350 КОНТУР 65 0.0031 0.0072 0.019 0.040 0.048 0.064 0.070 ЧИСТОВАЯ 108 0.0070 0.0166 0.043 0.091 0.110 0.147 0.160 ПАЗ 19 0.0022 0.0055 0.014 0.029 0.036 0.048 0.053 ■■ ЖАРОПРОЧНЫЕ СПЛАВЫ ≤ 300 КОНТУР 24 0.0022 0.0055 0.014 0.029 0.036 0.048 0.053 ЧИСТОВАЯ 40 0.0053 0.0125 0.034 0.069 0.082 0.109 0.120 ТИП ОБРАБОТКИ об/мин = (1000 x м/мин) / (3,14 x D1) ПАЗ КОНТУР ЧИСТОВАЯ* мм/мин = (мм/зуб) x (кол. зубьев) x об/мин Стандартные Удлиненные Стандартные Удлиненные Стандартные, удлиненные • Приведена максимальная рекомендованная глубина Rw = D1 Rw = D1 Rw = .5 x D1 Rw = .2 x D1 Rw = .05 x D1 резания Ad = D1 Ad = .25 x D1 Ad = 1.5 x D1 Ad = 1.5 x D1 Ad = L2 • Снижайте скорость и подачу при обработке материалов, которые тверже приведенных • Ограничивайте глубину резания для длинных, сверхдлинных и прямых фрез до 0,05 x D1 Ad для пазов или Rw для контура * На финишном проходе обычно снижается подача и глубина резания до 0,02 x D1 (максимум) • Обращаетесь к SGS Tool Wizard за более подробной технической информацией (доступно на www.sgstool.com) www.sgstool.com 45 www.haltec.ru