Общий каталог Mitsubishi 2020 - 2021 - страница 1395
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 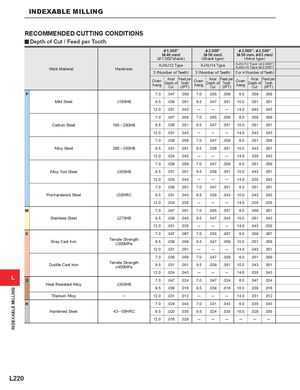
INDEXABLE MILLING RECOMMENDED CUTTING CONDITIONS y Depth of Cut / Feed per Tooth & 1.500" & 2.000" & 2.000", &2.500" (& 40 mm) (& 50 mm) (& 50 mm, &63 mm) (& 1.500"shank) (Shank type) (Arbor type) Work Material Hardness AJXU12 Type AJXU14 Type AJXU12 Type ( & 2.000")AJXU14 Type (& 2.500") 3 (Number of Teeth) 3 (Number of Teeth) 3 or 4 (Number of Teeth) Over-hangAxial Feed perDepth ofToothCut(IPT)Over-hangAxialFeed perDepth ofToothCut(IPT)Over-hangAxialFeed perDepth ofToothCut(IPT) P 7.0 .047 .059 7.0 .055 .059 6.0 .059 .059 Mild Steel ≤180HB 9.5 .039 .051 9.5 .047 .051 10.0 .051 .051 12.0 .031 .043 ─ ─ ─ 14.0 .043 .043 7.0 .047 .059 7.0 .055 .059 6.0 .059 .059 Carbon Steel 180 ─ 280HB 9.5 .039 .051 9.5 .047 .051 10.0 .051 .051 12.0 .031 .043 ─ ─ ─ 14.0 .043 .043 7.0 .039 .059 7.0 .047 .059 6.0 .051 .059 Alloy Steel 280 ─ 350HB 9.5 .031 .051 9.5 .039 .051 10.0 .043 .051 12.0 .024 .043 ─ ─ ─ 14.0 .035 .043 7.0 .039 .059 7.0 .047 .059 6.0 .051 .059 Alloy Tool Steel ≤350HB 9.5 .031 .051 9.5 .039 .051 10.0 .043 .051 12.0 .024 .043 ─ ─ ─ 14.0 .035 .043 7.0 .039 .051 7.0 .047 .051 6.0 .051 .051 Pre-hardened Steel ≤35HRC 9.5 .031 .043 9.5 .039 .043 10.0 .043 .043 12.0 .024 .035 ─ ─ ─ 14.0 .035 .035 M 7.0 .047 .051 7.0 .055 .051 6.0 .059 .051 Stainless Steel ≤270HB 9.5 .039 .043 9.5 .047 .043 10.0 .051 .043 12.0 .031 .035 ─ ─ ─ 14.0 .043 .035 K 7.0 .047 .067 7.0 .055 .067 6.0 .059 .067 Gray Cast Iron Tensile Strength≤350MPa 9.5 .039 .059 9.5 .047 .059 10.0 .051 .059 12.0 .031 .051 ─ ─ ─ 14.0 .043 .051 7.0 .039 .059 7.0 .047 .059 6.0 .051 .059 Ductile Cast Iron Tensile Strength≤450MPa 9.5 .031 .051 9.5 .039 .051 10.0 .043 .051 12.0 .024 .043 ─ ─ ─ 14.0 .035 .043 L S 7.0 .047 .024 7.0 .047 .024 6.0 .047 .024 Heat Resistant Alloy ≤350HB 9.5 .039 .016 9.5 .039 .016 10.0 .039 .016 Titanium Alloy ─ 12.0 .031 .012 ─ ─ ─ 14.0 .031 .012 H 7.0 .024 .043 7.0 .031 .043 6.0 .035 .043 Hardened Steel 43 ─ 55HRC 9.5 .020 .035 9.5 .024 .035 10.0 .028 .035 12.0 .016 .028 ─ ─ ─ ─ ─ ─ L220 INDEXABLE MILLING