Общий каталог Mitsubishi 2020 - 2021 - страница 1380
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 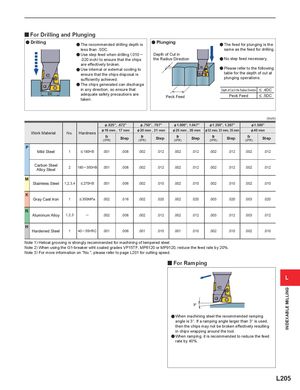
y For Drilling and Plunging a Drilling aThe recommended drilling depth is a Plunging aThe feed for plunging is the less than .5DC. same as the feed for drilling. aUse step feed when drilling (.010 ─ Depth of Cut in .020 inch) to ensure that the chips the Radius Direction a No step feed necessary. are effectively broken. a Use internal or external cooling to a Please refer to the following ensure that the chips disposal is table for the depth of cut at sufficiently achieved. plunging operations. a The chips generated can discharge in any direction, so ensure that Depth of Cut in the Radius Direction < .4DC DC adequate safety precautions aretaken. Peck Feed Peck Feed < .5DC (inch) &.625", .672" &.750", .797" &1.000", 1.047" &1.250", 1.297" & 1.500" Work Material No. Hardness &16 mm , 17 mm &20 mm , 21 mm &25 mm , 26 mm &32 mm, 33 mm, 35 mm &40 mm fr(IPR) Step fr(IPR) Step fr(IPR) Step fr(IPR) Step fr(IPR) Step P Mild Steel 1 < 180HB .001 .008 .002 .012 .002 .012 .002 .012 .002 .012 Carbon SteelAlloy Steel2 180 ─ 350HB .001 .008 .002 .012 .002 .012 .002 .012 .002 .012 M Stainless Steel 1,2,3,4 < 270HB .001 .006 .002 .010 .002 .010 .002 .010 .002 .010 K Gray Cast Iron 1 < 350MPa .002 .016 .002 .020 .002 .020 .003 .020 .003 .020 N Aluminum Alloy 1,2,3 ─ .002 .008 .002 .012 .002 .012 .003 .012 .003 .012 H Hardened Steel 1 40 ─ 55HRC .001 .006 .001 .010 .001 .010 .002 .010 .002 .010 Note 1) Helical grooving is strongly recommended for machining of tempered steel. Note 2) When using the G1-breaker wiht coated grades VP15TF, MP6120 or MP9120, reduce the feed rate by 20%. Note 3) For more information on "No.", please refer to page L201 for cutting speed. y For Ramping L 3° a When machining steel the recommended ramping angle is 3°. If a ramping angle larger than 3° is used, then the chips may not be broken effectively resulting in chips wrapping around the tool. a When ramping, it is recommended to reduce the feed rate by 40%. L205 INDEXABLE MILLING