Общий каталог Mitsubishi 2020 - 2021 - страница 1329
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 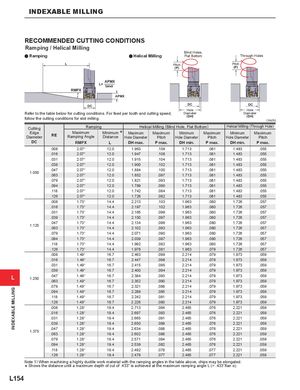
INDEXABLE MILLING RECOMMENDED CUTTING CONDITIONS Ramping / Helical Milling Blind Holes, a Ramping a Helical Milling Flat Bottom Through Holes L Pitch(P) Pitch(P) L= APMX tan% RMPX APMX DC DC DC Hole Hole Refer to the table below for cutting conditions. For feed per tooth and cutting speed,follow the cutting conditions for slot milling.Diameter(DH)Diameter(DH)( inch) Cutting Ramping Helical Milling (Blind Hole, Flat Bottom) Helical Milling (Through Hole) EdgeDiameterRE MaximumRamping AngleMinimumDistance*MaximumHole DiameterMaximumPitch MinimumHole DiameterMaximumPitchMinimumHole DiameterMaximumPitch DC RMPX L DH max. P max. DH min. P max. DH min. P max. .008 2.07° 12.0 1.963 .109 1.713 .081 1.483 .055 .016 2.07° 12.0 1.947 .108 1.713 .081 1.483 .055 .031 2.07° 12.0 1.915 .104 1.713 .081 1.483 .055 .039 2.07° 12.0 1.900 .102 1.713 .081 1.483 .055 1.000 .047.063 2.07°2.07° 12.0 1.884 .100 1.713 .081 1.483 .05512.01.852.0971.713.0811.483.055 .079 2.07° 12.0 1.821 .093 1.713 .081 1.483 .055 .094 2.07° 12.0 1.789 .090 1.713 .081 1.483 .055 .118 2.07° 12.0 1.742 .084 1.713 .081 1.483 .055 .126 2.07° 12.0 1.726 .082 1.713 .081 1.483 .055 .008 1.73° 14.4 2.213 .103 1.963 .080 1.726 .057 .016 1.73° 14.4 2.197 .102 1.963 .080 1.726 .057 .031 1.73° 14.4 2.165 .099 1.963 .080 1.726 .057 .039 1.73° 14.4 2.150 .097 1.963 .080 1.726 .057 1.125 .047.063 1.73°1.73° 14.4 2.134 .096 1.963 .080 1.726 .05714.42.102.0931.963.0801.726.057 .079 1.73° 14.4 2.071 .090 1.963 .080 1.726 .057 .094 1.73° 14.4 2.039 .087 1.963 .080 1.726 .057 .118 1.73° 14.4 1.992 .082 1.963 .080 1.726 .057 .126 1.73° 14.4 1.976 .081 1.963 .079 1.726 .057 .008 1.49° 16.7 2.463 .099 2.214 .079 1.973 .059 .016 1.49° 16.7 2.447 .098 2.214 .079 1.973 .059 .031 1.49° 16.7 2.415 .095 2.214 .079 1.973 .059 .039 1.49° 16.7 2.400 .094 2.214 .079 1.973 .059 L 1.250 .047.063 1.49°1.49° 16.7 2.384 .093 2.214 .079 1.973 .05916.72.352.0902.214.0791.973.059 .079 1.49° 16.7 2.321 .088 2.214 .079 1.973 .059 .094 1.49° 16.7 2.289 .085 2.214 .079 1.973 .059 .118 1.49° 16.7 2.242 .081 2.214 .079 1.973 .059 .126 1.49° 16.7 2.226 .080 2.214 .079 1.973 .059 .008 1.28° 19.4 2.713 .094 2.465 .076 2.221 .059 .016 1.28° 19.4 2.697 .093 2.465 .076 2.221 .059 .031 1.28° 19.4 2.665 .091 2.465 .076 2.221 .059 .039 1.28° 19.4 2.650 .089 2.465 .076 2.221 .059 1.375 .047.063 1.28°1.28° 19.4 2.634 .088 2.465 .076 2.221 .05919.42.602.0862.465.0762.221.059 .079 1.28° 19.4 2.571 .084 2.465 .076 2.221 .059 .094 1.28° 19.4 2.539 .082 2.465 .076 2.221 .059 .118 1.28° 19.4 2.492 .078 2.465 .077 2.221 .059 .126 1.28° 19.4 2.476 .077 2.465 .077 2.221 .059 Note 1) When machining a highly ductile work material with the ramping angles in the table above, chips may be elongated. * Shows the distance until a maximum depth of cut of .433" is achieved at the maximum ramping angle L (= .433"/tan α). L154 INDEXABLE MILLING