Общий каталог Mitsubishi 2020 - 2021 - страница 1279
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 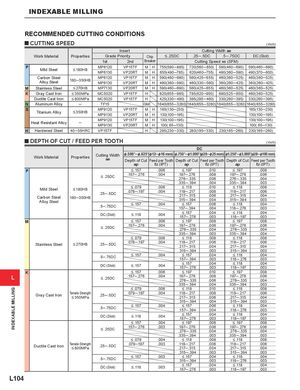
INDEXABLE MILLING RECOMMENDED CUTTING CONDITIONS y CUTTING SPEED ( inch) Insert Cutting Width ae Work Material Properties Grade Priority Chip <.25DC .25─.5DC .5─.75DC DC (Slot) 1st 2nd Breaker Cutting Speed vc (SFM) P Mild Steel < 180HB MP6120MP6130 VP15TF M H 755(590─885) 720(560─850) 59 0(460 ─ 69 0) 59 0(460 ─ 69 0)VP20RTMH655(490─785)620(460─755)490(360─590)49 0(370 ─ 60 0) Carbon SteelAlloy Steel180─350HB MP6120MP6130 VP15TF M H 59 0(460 ─ 69 0) 560(425 ─ 655) 460(360─525) 460(360─525)VP20RTMH490(360─590)460(330─560)360(260─425)360(260─425) M Stainless Steel < 270HB MP7130 VP20RT M H 59 0(460 ─ 69 0) 560(425 ─ 655) 460(360─525) 460(360─525) K Gray Cast Iron < 350MPa MC5020 VP15TF H 820(655─985) 785(620─950) 690(525─850) 460(360─525) Ductile Cast Iron < 800MPa MC5020 VP15TF H 425(330─490) 395(295─460) 330(260─395) 330(260─395) N Aluminum Alloy ─ TF15 GM 1640(655─3280) 1640(655─3280) 1640(655─3280) 1640(655─3280) S Titanium Alloy < 350HB MP9120MP9130 VP15TF M H 165(130─230)VP20RTMH130(100─195) 165(130─230)130(100─195) Heat Resistant Alloy ─ MP9120 VP15TF M H 130(100─195)MP9130VP20RTMH100( 65─130) 130(100─195)100( 65─130) H Hardened Steel 40─55HRC VP15TF H 295(230─330) 280(195─330) 230(165─260) 230(165─260) y DEPTH OF CUT / FEED PER TOOTH ( inch) DC Work Material Properties Cutting Width &.500"─&.625"(&12─&16 mm) &.750"─&1.000"(&20─&25 mm) &1.250"─&3.000"(&28─&100 mm)aeDepth of CutFeed per ToothDepth of CutFeed per ToothDepth of CutFeed per Tooth ap fz (IPT) ap fz (IPT) ap fz (IPT) P < .157 .006 < .197 .010 < .197 .008 < .25DC .157─.276 .004 .197─.276.276─.335.008.006 .197─.276.276─.335 .006.004 .335─.394 .004 .335─.394 .003 Mild Steel < 180HB .25─.5DC < .079.078─.197Carbon Steel180─350HBAlloy Steel.5─.75DC< .157.006.004.004< .118.118─.217.217─.315.315─.394< .157.157─.394.010.008.006.004.006.004< .118.118─.217.217─.315.315─.394< .118.118─.276.008.006.004.003.004.003 DC (Slot) < .118 .004 < .157 .004.157─.276.003< .118 .004.118─.197.003 M < .157 .006 < .197 .008 < .197 .008 < .25DC .157─.276 .004 .197─.276 .006.276─.335.004.197─.276 .006.276─.335.004 .335─.394 .003 .335─.394 .004 < .079 .006 < .118 .008 < .118 .008 Stainless Steel < 270HB .25─.5DC .078─.197 .004 .118─.217.217─.315.006.004 .118─.217.217─.315 .006.004 .315─.394 .003 .315─.394 .003 .5─.75DC < .157 .004 < .157 .004 < .118 .004.157─.394.003.118─.276.003 DC (Slot) < .157 .004 < .157 .004.157─.276.003< .118 .004.118─.197.003 K < .157 .006 < .197 .010 < .197 .008 L < .25DC .157─.276 .004 .197─.276 .008.276─.335.006.197─.276 .006.276─.335.004 .335─.394 .004 .335─.394 .003 < .079 .006 < .118 .010 < .118 .008 Gray Cast Iron Tensile Strength< 350MPa.25─.5DC .079─.197 .004 .118─.217.217─.315.008.006 .118─.217.217─.315 .006.004 .315─.394 .004 .315─.394 .003 .5─.75DC < .157 .004 < .157 .006 < .118 .004.157─.394.004.118─.276.003 DC (Slot) < .118 .004 < .157 .004.157─.276.003< .118 .004.118─.197.003 < .157 .004 < .197 .008 < .197 .008 < .25DC .157─.276 .003 .197─.276 .006.276─.335.004.197─.276 .006.276─.335.004 .335─.394 .003 .335─.394 .003 < .079 .004 < .118 .008 < .118 .008 Ductile Cast Iron Tensile Strength< 800MPa.25─.5DC .079─197 .003 .118─.217.217─.315.006.004 .118─.217.217─.315 .006.004 .315─.394 .003 .315─.394 .003 .5─.75DC < .157 .003 < .157 .004 < .118 .004.315─.394.003.118─.276.003 DC (Slot) < .118 .003 < .157 .004.157─.276.003< .118 .004.118─.197.003 L104 INDEXABLE MILLING