Общий каталог Mitsubishi 2020 - 2021 - страница 1222
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 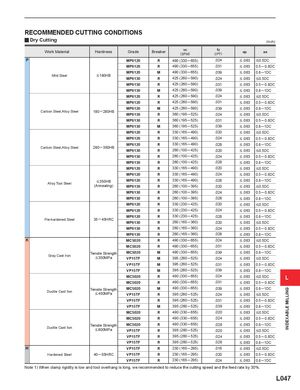
RECOMMENDED CUTTING CONDITIONS y Dry Cutting (inch) Work Material Hardness Grade Breaker vc(SFM) fz(IPT) ap ae P MP6120 R 490 (330 ─ 655) .024 < .063 <0.5DC MP6120 R 490 (330 ─ 655) .031 < .063 0.5 ─ 0.8DC MP6120 M 490 (330 ─ 655) .039 < .063 0.8 ─1DC Mild Steel <180HB MP6130 R 425 (260 ─ 590) .024 < .063 <0.5DC MP6130 R 425 (260 ─ 590) .031 < .063 0.5 ─ 0.8DC MP6130 M 425 (260 ─ 590) .039 < .063 0.8 ─1DC MP6120 R 425 (260 ─ 590) .024 < .063 <0.5DC MP6120 R 425 (260 ─ 590) .031 < .063 0.5 ─ 0.8DC Carbon Steel,Alloy Steel 180 ─ 280HB MP6120MP6130 M 425 (260 ─ 590)R360 (195 ─ 525).039.024 < .063 0.8 ─1DC< .063<0.5DC MP6130 R 360 (195 ─ 525) .031 < .063 0.5 ─ 0.8DC MP6130 M 360 (195 ─ 525) .039 < .063 0.8 ─1DC MP6120 R 330 (165 ─ 490) .020 < .063 <0.5DC MP6120 R 330 (165 ─ 490) .024 < .063 0.5 ─ 0.8DC Carbon Steel,Alloy Steel 280 ─ 350HB MP6120MP6130 R 330 (165 ─ 490) .028R260 (100 ─ 425).020< .0630.8 ─1DC< .063<0.5DC MP6130 R 260 (100 ─ 425) .024 < .063 0.5 ─ 0.8DC MP6130 R 260 (100 ─ 425) .028 < .063 0.8 ─1DC MP6120 R 330 (165 ─ 490) .020 < .063 <0.5DC MP6120 R 330 (165 ─ 490) .024 < .063 0.5 ─ 0.8DC Alloy Tool Steel < 350HB MP6120 R 330 (165 ─ 490) .028 < .063 0.8 ─1DC(Annealing)MP6130R260 (100 ─ 395).020< .063<0.5DC MP6130 R 260 (100 ─ 395) .024 < .063 0.5 ─ 0.8DC MP6130 R 260 (100 ─ 395) .028 < .063 0.8 ─1DC MP6120 R 330 (230 ─ 425) .020 < .063 <0.5DC MP6120 R 330 (230 ─ 425) .024 < .063 0.5 ─ 0.8DC Pre-hardened Steel 35 ─ 45HRC MP6120MP6130 R 330 (230 ─ 425) .028R260 (165 ─ 360).020< .0630.8 ─1DC< .063<0.5DC MP6130 R 260 (165 ─ 360) .024 < .063 0.5 ─ 0.8DC MP6130 R 260 (165 ─ 360) .028 < .063 0.8 ─1DC K MC5020 R 490 (330 ─ 655) .024 < .063 <0.5DC MC5020 R 490 (330 ─ 655) .031 < .063 0.5 ─ 0.8DC Gray Cast Iron Tensile Strength MC5020 M 490 (330 ─ 655) .039 < .063 0.8 ─1DC< 350MPaVP15TFM395 (260 ─ 525).024< .063<0.5DC VP15TF M 395 (260 ─ 525) .031 < .063 0.5 ─ 0.8DC VP15TF M 395 (260 ─ 525) .039 < .063 0.8 ─1DC MC5020 R 490 (330 ─ 655) .024 < .063 <0.5DC L MC5020 R 490 (330 ─ 655) .031 < .063 0.5 ─ 0.8DC Ductile Cast Ilon Tensile Strength MC5020 M 490 (330 ─ 655) .039< 450MPaVP15TFR395 (260 ─ 525).024< .0630.8 ─1DC< .063<0.5DC VP15TF R 395 (260 ─ 525) .031 < .063 0.5 ─ 0.8DC VP15TF M 395 (260 ─ 525) .039 < .063 0.8 ─1DC MC5020 R 490 (330 ─ 655) .020 < .063 <0.5DC MC5020 R 490 (330 ─ 655) .024 < .063 0.5 ─ 0.8DC Ductile Cast Ilon Tensile Strength MC5020 R 490 (330 ─ 655) .028< 800MPaVP15TFR395 (260 ─ 525).020< .0630.8 ─1DC< .063<0.5DC VP15TF R 395 (260 ─ 525) .024 < .063 0.5 ─ 0.8DC VP15TF R 395 (260 ─ 525) .028 < .063 0.8 ─1DC H VP15TF R 230 (165 ─ 295) .016 < .063 <0.5DC Hardened Steel 40 ─ 55HRC VP15TF R 230 (165 ─ 295) .020 < .063 0.5 ─ 0.8DC VP15TF R 230 (165 ─ 295) .024 < .063 0.8 ─1DC Note 1) When clamp rigidity is low and tool overhang is long, we recommended to reduce the cutting speed and the feed rate by 30%. L047 INDEXABLE MILLING