Общий каталог Mitsubishi 2020 - 2021 - страница 1221
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 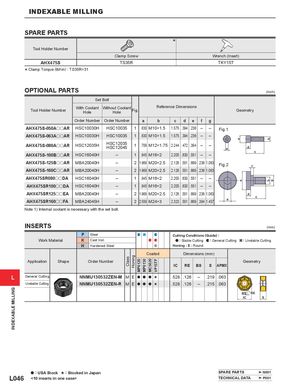
INDEXABLE MILLING Class Honing MP6120 MP6130 MC5020 VP15TF aa bb g INDEXABLE MILLING SPARE PARTS * Tool Holder Number Clamp Screw Wrench (Insert) AHX475S TS35R TKY15T * Clamp Torque (lbf-in) : TS35R=31 OPTIONAL PARTS (inch) Set Bolt Tool Holder Number With CoolantHole Without Coolant Hole Fig. Reference Dimensions Geometry Order Number Order Number a b c d e f g AHX475S-050AooAR HSC10030H HSC10035 1 .630 M10×1.5 1.575 .394 .236 ‒ ‒ Fig.1 AHX475S-063AooAR HSC10030H HSC10035 1 .630 M10×1.5 1.575 .394 .236 ‒ ‒ AHX475S-080AooAR HSC12035H HSC12035HSC12045 1 .709 M12×1.75 2.244 .472 .394 ‒ ‒ e d c AHX475S-100BooAR HSC16040H ‒ 1 .945 M16×2 2.205 .630 .551 ‒ ‒ AHX475S-125BooAR MBA20040H ‒ 2 1.969 M20×2.5 2.126 .551 .669 .236 1.063 Fig.2 f AHX475S-160CooAR MBA20040H ‒ 2 1.969 M20×2.5 2.126 .551 .669 .236 1.063 AHX475SR080ooDA HSC16040H ‒ 1 .945 M16×2 2.205 .630 .551 ‒ ‒ AHX475SR100ooDA HSC16040H ‒ 1 .945 M16×2 2.205 .630 .551 ‒ ‒ AHX475SR125ooEA MBA20040H ‒ 2 1.969 M20×2.5 2.126 .551 .669 .236 1.063 d AHX475SR160ooFA MBA24045H ‒ 2 2.559 M24×3 2.323 .551 .669 .394 1.457 e c Note 1) Internal coolant is necessary with the set bolt. INSERTS (mm) P Steel Cutting Conditions (Guide) : Work Material K Cast Iron : Stable Cutting : General Cutting : Unstable Cutting H Hardened Steel Honing : E : Round Coated Dimensions (mm) Application Shape Order Number Geometry IC RE BS S APMX L General Cutting NNMU130532ZEN-M M E a a a s .528 .126 ‒ .219 .063 Unstable Cutting NNMU130532ZEN-R M E a a a s .528 .126 ‒ .215 .063 BS RE IC S a : USA Stock s : Stocked in Japan SPARE PARTS N001 L046 <10 inserts in one case> TECHNICAL DATA P001