Общий каталог Mitsubishi 2020 - 2021 - страница 1201
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 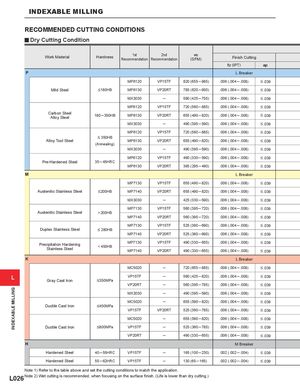
INDEXABLE MILLING RECOMMENDED CUTTING CONDITIONS y Dry Cutting Condition Work Material Hardness 1st 2ndRecommendationRecommendationvc(SFM) Finish Cutting fz (IPT) ap P L Breaker MP6120 VP15TF 820 (655 ─ 985) .006 (.004 ─ .008) < .039 Mild Steel <180HB MP6130 VP20RT 785 (620 ─ 950) .006 (.004 ─ .008) < .039 MX3030 ─ 590 (425 ─ 755) .006 (.004 ─ .008) < .039 MP6120 VP15TF 720 (560 ─ 885) .006 (.004 ─ .008) < .039 Carbon SteelAlloy Steel 180 ─ 350HB MP6130 VP20RT 655 (490 ─ 820) .006 (.004 ─ .008) < .039 MX3030 ─ 490 (395 ─ 590) .006 (.004 ─ .008) < .039 MP6120 VP15TF 720 (560 ─ 885) .006 (.004 ─ .008) < .039 < 350HB Alloy Tool Steel MP6130 VP20RT 655 (490 ─ 820) .006 (.004 ─ .008) < .039 (Annealing) MX3030 ─ 490 (395 ─ 590) .006 (.004 ─ .008) < .039 MP6120 VP15TF 460 (330 ─ 590) .006 (.004 ─ .008) < .039 Pre-Hardened Steel 35 ─ 45HRC MP6130 VP20RT 395 (295 ─ 490) .006 (.004 ─ .008) < .039 M L Breaker MP7130 VP15TF 655 (490 ─ 820) .006 (.004 ─ .008) < .039 Austenitic Stainless Steel <200HB MP7140 VP20RT 655 (490 ─ 820) .006 (.004 ─ .008) < .039 MX3030 ─ 425 (330 ─ 590) .006 (.004 ─ .008) < .039 MP7130 VP15TF 560 (395 ─ 720) .006 (.004 ─ .008) < .039 Austenitic Stainless Steel >200HB MP7140 VP20RT 560 (395 ─ 720) .006 (.004 ─ .008) < .039 MP7130 VP15TF 525 (360 ─ 690) .006 (.004 ─ .008) < .039 Duplex Stainless Steel < 280HB MP7140 VP20RT 525 (360 ─ 690) .006 (.004 ─ .008) < .039 Precipitation HardeningStainless Steel MP7130 VP15TF 490 (330 ─ 655) .006 (.004 ─ .008) < .039< 450HBMP7140VP20RT490 (330 ─ 655).006 (.004 ─ .008)< .039 K L Breaker MC5020 ─ 720 (655 ─ 885) .006 (.004 ─ .008) < .039 L VP15TF ─ 590 (425 ─ 820) .006 (.004 ─ .008) < .039Gray Cast Iron<350MPa VP20RT ─ 560 (395 ─ 785) .006 (.004 ─ .008) < .039 MX3030 ─ 490 (395 ─ 590) .006 (.004 ─ .008) < .039 MC5020 ─ 655 (590 ─ 820) .006 (.004 ─ .008) < .039 Ductile Cast Iron <450MPa VP15TF VP20RT 525 (360 ─ 785) .006 (.004 ─ .008) < .039 MC5020 ─ 655 (590 ─ 820) .006 (.004 ─ .008) < .039 Ductile Cast Iron <800MPa VP15TF ─ 525 (360 ─ 785) .006 (.004 ─ .008) < .039 VP20RT ─ 490 (330 ─ 655) .006 (.004 ─ .008) < .039 H M Breaker Hardened Steel 40 ─ 55HRC VP15TF ─ 165 (100 ─ 230) .002 (.002 ─ .004) < .039 Hardened Steel 55 ─ 62HRC VP15TF ─ 130 (65 ─ 165) .002 (.002 ─ .004) < .039 Note 1) Refer to the table above and set the cutting conditions to match the application. L026 Note 2) Wet cutting is recommended, when focusing on the surface finish. (Life is lower than dry cutting.) INDEXABLE MILLING