Общий каталог Mitsubishi 2020 - 2021 - страница 1200
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 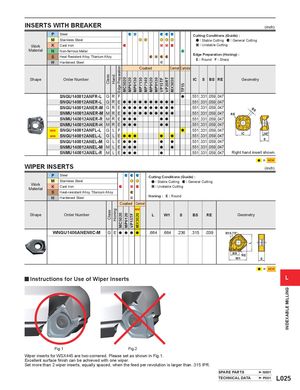
ClassClass HandHoning Edge PreparationMC5020 MC5020MP6120 MP6120VP15TF MP6130 MP7130MX3020 MP7140 MP9120 MP9130 VP15TF VP20RT MX3030 TF15 L INDEXABLE MILLING INSERTS WITH BREAKER (inch) P Steel Cutting Conditions (Guide) : M Stainless Steel : Stable Cutting : General Cutting Work K Cast Iron : Unstable Cutting Material N Non-ferrous Metal S Heat Resistant Alloy, Titanium AlloyHHardened Steel Edge Preparation (Honing) :E : RoundF : Sharp Coated Cermet Carbide Shape Order Number IC S BS RE Geometry SNGU140812ANFR-L G R F a .551 .331 .059 .047 SNGU140812ANER-L G R E a a a a a a a a a a .551 .331 .059 .047 SNGU140812ANER-M G R E a a a a a a a a a a .551 .331 .059 .047 BS SNMU140812ANER-M M R E a a a a a a a a a a .551 .331 .059 .047 RE SNMU140812ANER-R M R E a a a a a .551 .331 .059 .047 SNMU140812ANER-H M R E a a a a a .551 .331 .059 .047 SNGU140812ANFL-L G L F a .551 .331 .059 .047 SNGU140812ANEL-L G L E a a a a a .551 .331 .059 .047 IC .248" SNGU140812ANEL-M G L E a a a a a .551 .331 .059 .047 S SNMU140812ANEL-M M L E a a a a a .551 .331 .059 .047 SNMU140812ANEL-R M L E a a a a .551 .331 .059 .047 Right hand insert shown. a = WIPER INSERTS (inch) P Steel Cutting Conditions (Guide) : M Stainless SteelWorkMaterialKCast Iron : Stable Cutting : General Cutting: Unstable Cutting S Heat-resistant Alloy, Titanium Alloy H Hardened Steel Honing : E : Round Coated Cermet Shape Order Number L W1 S BS RE Geometry WNGU1406ANEN8C-M G E a a a a .664 .664 .236 .315 .039 R15.75" BS RE W1 S a = y Instructions for Use of Wiper Inserts L Fig.1 Fig.2 Wiper inserts for WSX445 are two-cornered. Please set as shown in Fig.1. Excellent surface finish can be achieved with one wiper. Set more than 2 wiper inserts, equally spaced, when the feed per revolution is larger than .315 IPR. SPARE PARTS N001 TECHNICAL DATA P001 L025