Общий каталог Mitsubishi 2020 - 2021 - страница 1040
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 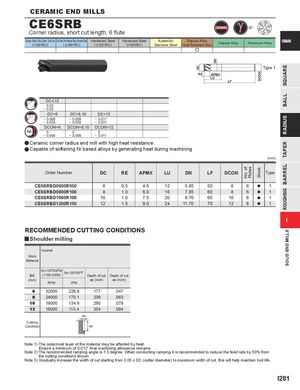
DC DN No. of Flutes DCONStock SQUAREBALLRADIUSTAPERBARRELROUGHINGSOLID END MILLS CERAMIC END MILLS CE6SRB 30° Corner radius, short cut length, 6 flute Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel, Hardened Steel Hardened Steel(<30HRC)( < 45HRC)( < 55HRC)Hardened Steel(>55HRC)AusteniticTitanium Alloy,Stainless SteelHeat Resistant AlloyCopper AlloyAluminum AlloyCERAMIC e Type 1 RE APMX LU LF DC<12 0.02 - 0.02 DC=6 DC=8,10 DC=12 - 0.008 - 0.009 - 0.011 - 0.028 - 0.029 - 0.031 DCON=6 DCON=8,10 DCON=12 0 0 0 - 0.008 - 0.009 - 0.011 aCeramic corner radius end mill with high heat resistance. aCapable of softening Ni based alloys by generating heat during machining (mm) Order Number DC RE APMX LU DN LF DCON Type CE6SRBD0600R050 6 0.5 4.5 12 5.85 50 6 6 a 1 CE6SRBD0800R100 8 1.0 6.0 16 7.85 60 8 6 a 1 CE6SRBD1000R100 10 1.0 7.5 20 9.70 65 10 6 a 1 CE6SRBD1200R150 12 1.5 9.0 24 11.70 70 12 6 a 1 I RECOMMENDED CUTTING CONDITIONS y Shoulder milling Inconel Work Material DC Vc=1970SFM(1150-3300)fz=.0016IPT Depth of cut Depth of cut (mm) ap (inch) ae (inch) RPM IPM 6 32000 226.8 .177 .047 8 24000 170.1 .236 .063 10 19000 134.6 .295 .079 12 16000 113.4 .354 .094 ae Cutting Condition ap Note 1) The outermost layer of the material may be affected by heat. Ensure a minimum of 0.012” final machining allowance remains. Note 2) The recommended ramping angle is 1.5 degree. When conducting ramping it is recommended to reduce the feed rate by 50% from the cutting conditions shown. Note 3) Gradually increase the width of cut starting from 0.05 x DC (cutter diameter) to maximum width of cut, this will help maintain tool life. I281