Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV - страница 13
Навигация
 Основной каталог Kyocera 2021 - 2022
Основной каталог Kyocera 2021 - 2022 Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Основной каталог Kyocera 2016-2017
Основной каталог Kyocera 2016-2017 Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками
Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки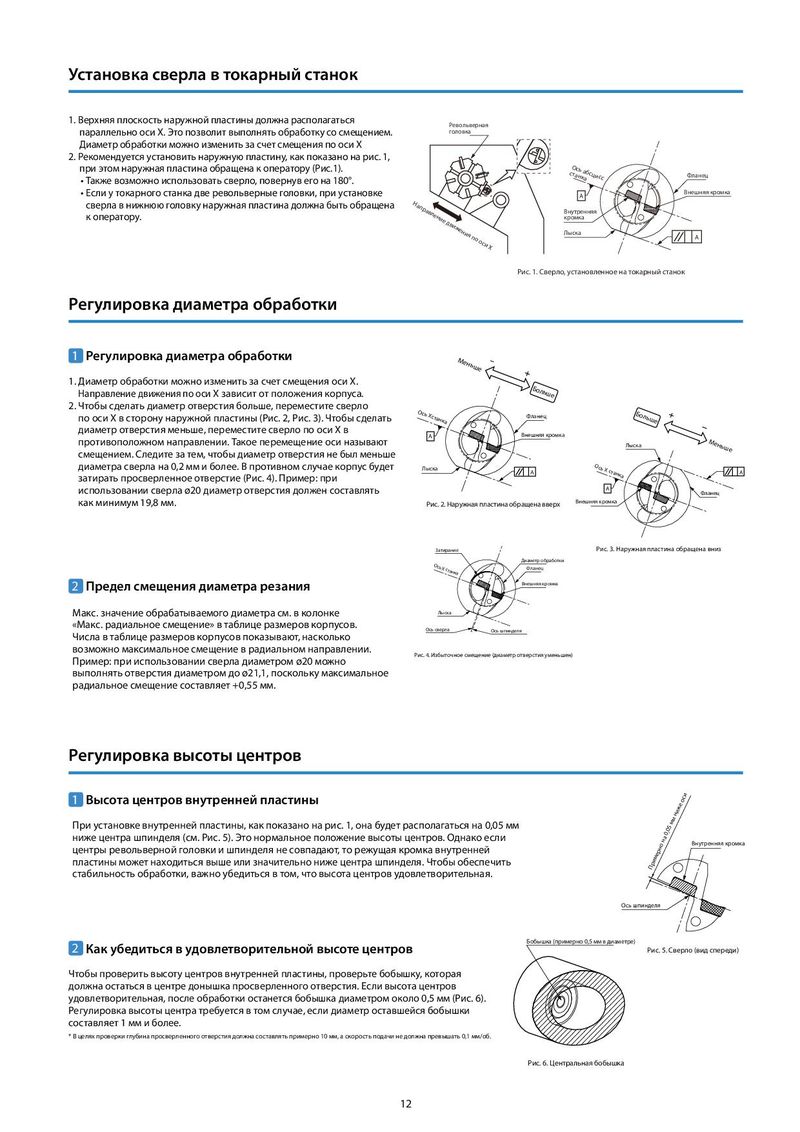
Установка сверла в токарный станок 1. Верхняя плоскость наружной пластины должна располагаться Револьверная параллельно оси X. Это позволит выполнять обработку со смещением. головка Диаметр обработки можно изменить за счет смещения по оси X 2. Рекомендуется установить наружную пластину, как показано на рис. 1, при этом наружная пластина обращена к оператору (Рис.1). сОтаснькаабсцисс Фланец • Также возможно использовать сверло, повернув его на 180°. • Если у токарного станка две револьверные головки, при установке A Внешняя кромка сверла в нижнюю головку наружная пластина должна быть обращена Направление движения по оси X Внутренняя к оператору. кромка Лыска A Рис. 1. Сверло, установленное на токарный станок Регулировка диаметра обработки 1 Регулировка диаметра обработки Меньше 1. Диаметр обработки можно изменить за счет смещения оси X. Больше Направление движения по оси Х зависит от положения корпуса. 2. Чтобы сделать диаметр отверстия больше, переместите сверло Ось Xстанка Больше по оси X в сторону наружной пластины (Рис. 2, Рис. 3). Чтобы сделать Фланец диаметр отверстия меньше, переместите сверло по оси X в A Внешняя кромка противоположном направлении. Такое перемещение оси называют Лыска Меньше смещением. Следите за тем, чтобы диаметр отверстия не был меньше диаметра сверла на 0,2 мм и более. В противном случае корпус будет Лыска A Ось X станка A затирать просверленное отверстие (Рис. 4). Пример: при использовании сверла ø20 диаметр отверстия должен составлять A Фланец как минимум 19,8 мм. Рис. 2. Наружная пластина обращена вверх Внешняя кромка Затирание Рис. 3. Наружная пластина обращена вниз Диаметр обработки Ось X станка Фланец 2 Предел смещения диаметра резания Внешняя кромка Макс. значение обрабатываемого диаметра см. в колонке Лыска «Макс. радиальное смещение» в таблице размеров корпусов. Ось сверла Ось шпинделя Числа в таблице размеров корпусов показывают, насколько возможно максимальное смещение в радиальном направлении. Рис. 4. Избыточное смещение (диаметр отверстия уменьшен) Пример: при использовании сверла диаметром ø20 можно выполнять отверстия диаметром до ø21,1, поскольку максимальное радиальное смещение составляет +0,55 мм. Регулировка высоты центров 1 Высота центров внутренней пластины Примерно на 0,05 мм ниже оси При установке внутренней пластины, как показано на рис. 1, она будет располагаться на 0,05 мм ниже центра шпинделя (см. Рис. 5). Это нормальное положение высоты центров. Однако если Внутренняя кромка центры револьверной головки и шпинделя не совпадают, то режущая кромка внутренней пластины может находиться выше или значительно ниже центра шпинделя. Чтобы обеспечить стабильность обработки, важно убедиться в том, что высота центров удовлетворительная. Ось шпинделя 2 Как убедиться в удовлетворительной высоте центров Бобышка (примерно 0,5 мм в диаметре) Рис. 5. Сверло (вид спереди) Чтобы проверить высоту центров внутренней пластины, проверьте бобышку, которая должна остаться в центре донышка просверленного отверстия. Если высота центров удовлетворительная, после обработки останется бобышка диаметром около 0,5 мм (Рис. 6). Регулировка высоты центра требуется в том случае, если диаметр оставшейся бобышки составляет 1 мм и более. * В целях проверки глубина просверленного отверстия должна составлять примерно 10 мм, а скорость подачи не должна превышать 0,1 мм/об. Рис. 6. Центральная бобышка 12