Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV - страница 12
Навигация
 Основной каталог Kyocera 2021 - 2022
Основной каталог Kyocera 2021 - 2022 Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Основной каталог Kyocera 2016-2017
Основной каталог Kyocera 2016-2017 Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками
Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки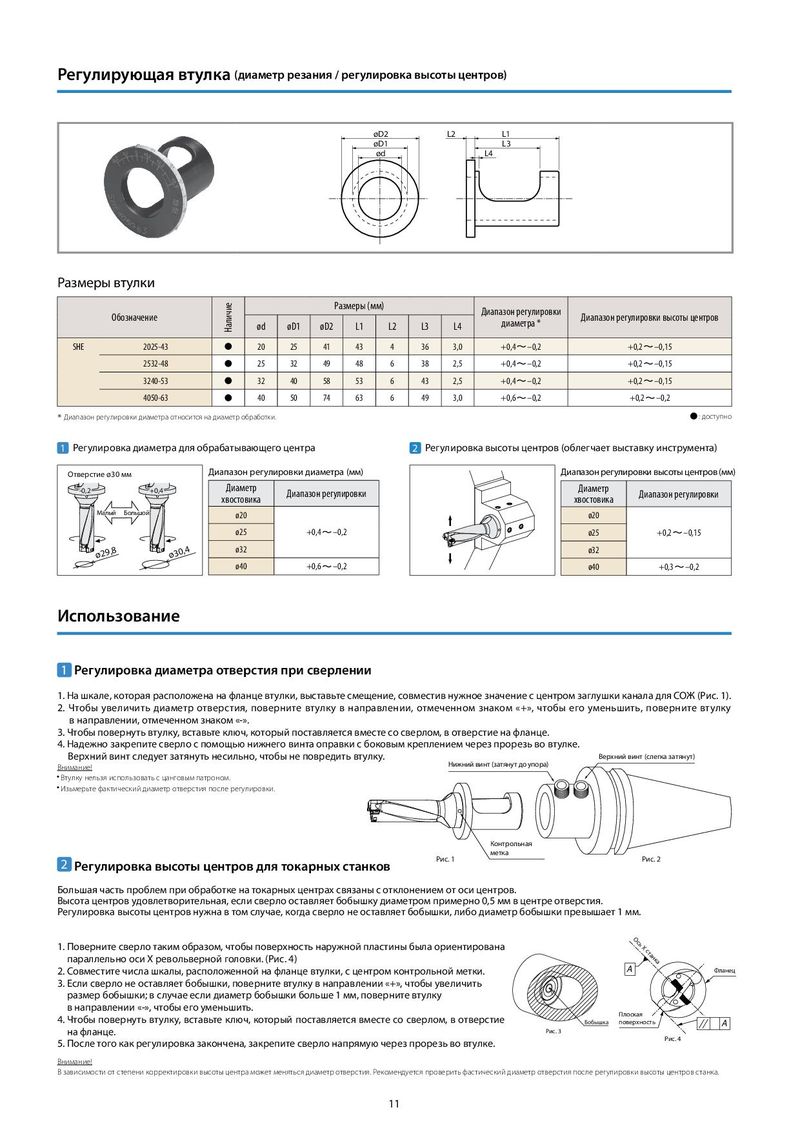
Регулирующая втулка (диаметр резания / регулировка высоты центров) øD2 L2 L1 øD1 L3 ød L4 Размеры втулки Наличие Размеры (мм) Диапазон регулировки Обозначение ød øD1 øD2 L1 L2 L3 L4 диаметра * Диапазон регулировки высоты центров SHE 2025-43 20 25 41 43 4 36 3,0 +0,4 –0,2 +0,2 –0,15 2532-48 25 32 49 48 6 38 2,5 +0,4 –0,2 +0,2 –0,15 3240-53 32 40 58 53 6 43 2,5 +0,4 –0,2 +0,2 –0,15 4050-63 40 50 74 63 6 49 3,0 +0,6 –0,2 +0,2 –0,2 * Диапазон регулировки диаметра относится на диаметр обработки. : доступно 1 Регулировка диаметра для обрабатывающего центра 2 Регулировка высоты центров (облегчает выставку инструмента) Отверстие ø30 мм Диапазон регулировки диаметра (мм) Диапазон регулировки высоты центров (мм) -0,2 +0,4 Диаметр Диапазон регулировки Диаметр Диапазон регулировки хвостовика хвостовика Малый Большой ø20 ø20 ø25 +0,4 –0,2 ø25 +0,2 –0,15 ø29,8 ø30,4 ø32 ø32 ø40 +0,6 –0,2 ø40 +0,3 –0,2 Использование 1 Регулировка диаметра отверстия при сверлении 1. На шкале, которая расположена на фланце втулки, выставьте смещение, совместив нужное значение с центром заглушки канала для СОЖ (Рис. 1). 2. Чтобы увеличить диаметр отверстия, поверните втулку в направлении, отмеченном знаком «+», чтобы его уменьшить, поверните втулку в направлении, отмеченном знаком «-». 3. Чтобы повернуть втулку, вставьте ключ, который поставляется вместе со сверлом, в отверстие на фланце. 4. Надежно закрепите сверло с помощью нижнего винта оправки с боковым креплением через прорезь во втулке. Верхний винт следует затянуть несильно, чтобы не повредить втулку. Верхний винт (слегка затянут) Внимание! Нижний винт (затянут до упора) Втулку нельзя использовать с цанговым патроном. Изьмерьте фактический диаметр отверстия после регулировки. Контрольная Рис. 1 метка Рис. 2 2 Регулировка высоты центров для токарных станков Большая часть проблем при обработке на токарных центрах связаны с отклонением от оси центров. Высота центров удовлетворительная, если сверло оставляет бобышку диаметром примерно 0,5 мм в центре отверстия. Регулировка высоты центров нужна в том случае, когда сверло не оставляет бобышки, либо диаметр бобышки превышает 1 мм. 1. Поверните сверло таким образом, чтобы поверхность наружной пластины была ориентирована Ось Х станка параллельно оси X револьверной головки. (Рис. 4) 2. Совместите числа шкалы, расположенной на фланце втулки, с центром контрольной метки. A Фланец 3. Если сверло не оставляет бобышки, поверните втулку в направлении «+», чтобы увеличить размер бобышки; в случае если диаметр бобышки больше 1 мм, поверните втулку в направлении «-», чтобы его уменьшить. Плоская 4. Чтобы повернуть втулку, вставьте ключ, который поставляется вместе со сверлом, в отверстие Бобышка поверхность A на фланце. Рис. 3 5. После того как регулировка закончена, закрепите сверло напрямую через прорезь во втулке. Рис. 4 Внимание! В зависимости от степени корректировки высоты центра может меняться диаметр отверстия. Рекомендуется проверить фастический диаметр отверстия после регулировки высоты центров станка. 11