Каталог KKK концевые фрезы 2016 - страница 25
Навигация
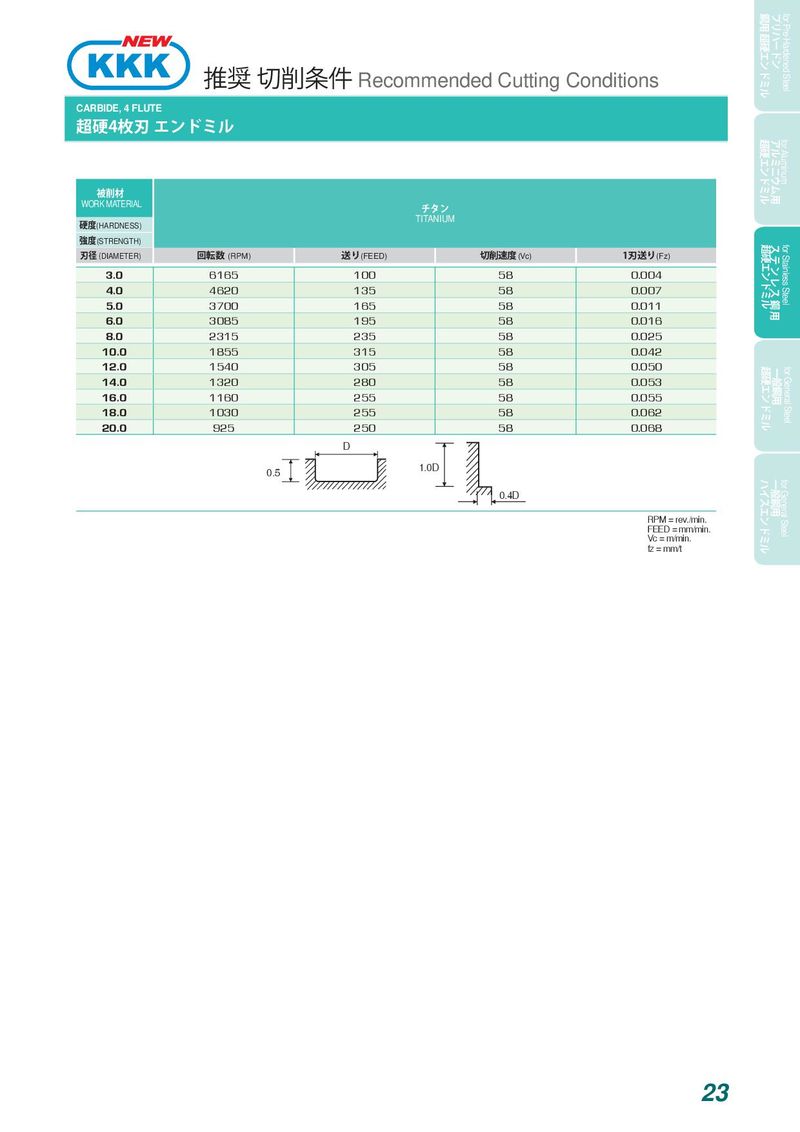
ハイスエンドミル超硬エンドミル超硬エンドミル超硬エンドミル鋼用 超硬エンドミル 一般鋼用一般鋼用ステンレス鋼用アルミニウム用プリハードン for General Steelfor General Steelfor Stainless Steelfor Aluminumfor Pre-Hardened Steel 推奨 切削条件 Recommended Cutting Conditions CARBIDE, 4 FLUTE 超硬4枚刃 エンドミル 被削材 WORK MATERIAL チタン 硬度(HARDNESS) TITANIUM 強度(STRENGTH) 刃径 (DIAMETER) 回転数 (RPM) 送り(FEED) 切削速度 (Vc) 1刃送り(Fz) 3.0 6165 100 58 0.004 4.0 4620 135 58 0.007 5.0 3700 165 58 0.011 6.0 3085 195 58 0.016 8.0 2315 235 58 0.025 10.0 1855 315 58 0.042 12.0 1540 305 58 0.050 14.0 1320 280 58 0.053 16.0 1160 255 58 0.055 18.0 1030 255 58 0.062 20.0 925 250 58 0.068 D 0.5 1.0D 0.4D RPM = rev./min. FEED = mm/min. Vc = m/min. fz = mm/t 23