Каталог KKK концевые фрезы 2016 - страница 24
Навигация
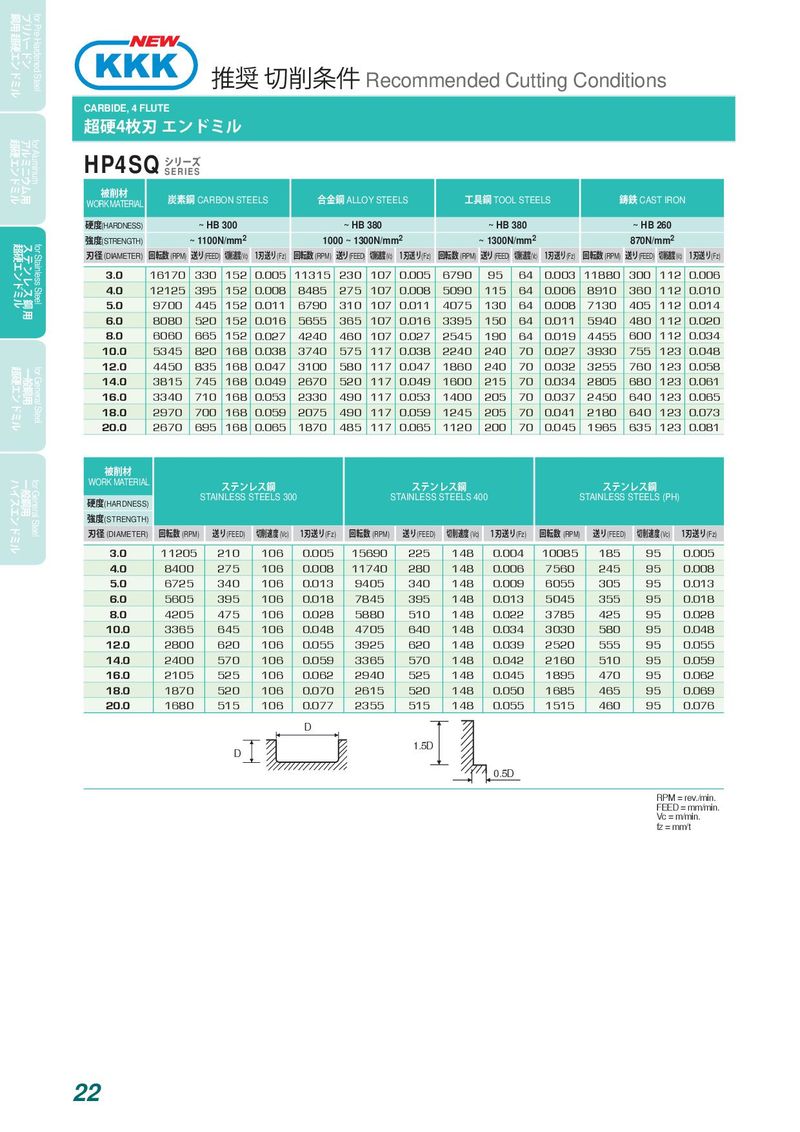
ハイスエンドミル超硬エンドミル超硬エンドミル超硬エンドミル鋼用 超硬エンドミル 一般鋼用一般鋼用ステンレス鋼用アルミニウム用プリハードン for General Steelfor General Steelfor Stainless Steelfor Aluminumfor Pre-Hardened Steel 推奨 切削条件 Recommended Cutting Conditions CARBIDE, 4 FLUTE 超硬4枚刃 エンドミル HP4SQ シリーズ SERIES 被削材WORK MATERIAL炭素鋼 CARBON STEELS 合金鋼 ALLOY STEELS 工具鋼 TOOL STEELS 鋳鉄 CAST IRON 硬度(HARDNESS) ~ HB 300 ~ HB 380 ~ HB 380 ~ HB 260 強度(STRENGTH) ~ 1100N/mm2 1000 ~ 1300N/mm2 ~ 1300N/mm2 870N/mm2 刃径 (DIAMETER) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 3.0 16170 330 152 0.005 11315 230 107 0.005 6790 95 64 0.003 11880 300 112 0.006 4.0 12125 395 152 0.008 8485 275 107 0.008 5090 115 64 0.006 8910 360 112 0.010 5.0 9700 445 152 0.011 6790 310 107 0.011 4075 130 64 0.008 7130 405 112 0.014 6.0 8080 520 152 0.016 5655 365 107 0.016 3395 150 64 0.011 5940 480 112 0.020 8.0 6060 665 152 0.027 4240 460 107 0.027 2545 190 64 0.019 4455 600 112 0.034 10.0 5345 820 168 0.038 3740 575 117 0.038 2240 240 70 0.027 3930 755 123 0.048 12.0 4450 835 168 0.047 3100 580 117 0.047 1860 240 70 0.032 3255 760 123 0.058 14.0 3815 745 168 0.049 2670 520 117 0.049 1600 215 70 0.034 2805 680 123 0.061 16.0 3340 710 168 0.053 2330 490 117 0.053 1400 205 70 0.037 2450 640 123 0.065 18.0 2970 700 168 0.059 2075 490 117 0.059 1245 205 70 0.041 2180 640 123 0.073 20.0 2670 695 168 0.065 1870 485 117 0.065 1120 200 70 0.045 1965 635 123 0.081 被削材 WORK MATERIAL ステンレス鋼 ステンレス鋼 ステンレス鋼 硬度(HARDNESS) STAINLESS STEELS 300 STAINLESS STEELS 400 STAINLESS STEELS (PH) 強度(STRENGTH) 刃径 (DIAMETER) 回転数 (RPM) 送り(FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り(FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り(FEED) 切削速度 (Vc) 1刃送り(Fz) 3.0 11205 210 106 0.005 15690 225 148 0.004 10085 185 95 0.005 4.0 8400 275 106 0.008 11740 280 148 0.006 7560 245 95 0.008 5.0 6725 340 106 0.013 9405 340 148 0.009 6055 305 95 0.013 6.0 5605 395 106 0.018 7845 395 148 0.013 5045 355 95 0.018 8.0 4205 475 106 0.028 5880 510 148 0.022 3785 425 95 0.028 10.0 3365 645 106 0.048 4705 640 148 0.034 3030 580 95 0.048 12.0 2800 620 106 0.055 3925 620 148 0.039 2520 555 95 0.055 14.0 2400 570 106 0.059 3365 570 148 0.042 2160 510 95 0.059 16.0 2105 525 106 0.062 2940 525 148 0.045 1895 470 95 0.062 18.0 1870 520 106 0.070 2615 520 148 0.050 1685 465 95 0.069 20.0 1680 515 106 0.077 2355 515 148 0.055 1515 460 95 0.076 D 1.5D D 0.5D RPM = rev./min. FEED = mm/min. Vc = m/min. fz = mm/t 22