Каталог KKK концевые фрезы 2016 - страница 20
Навигация
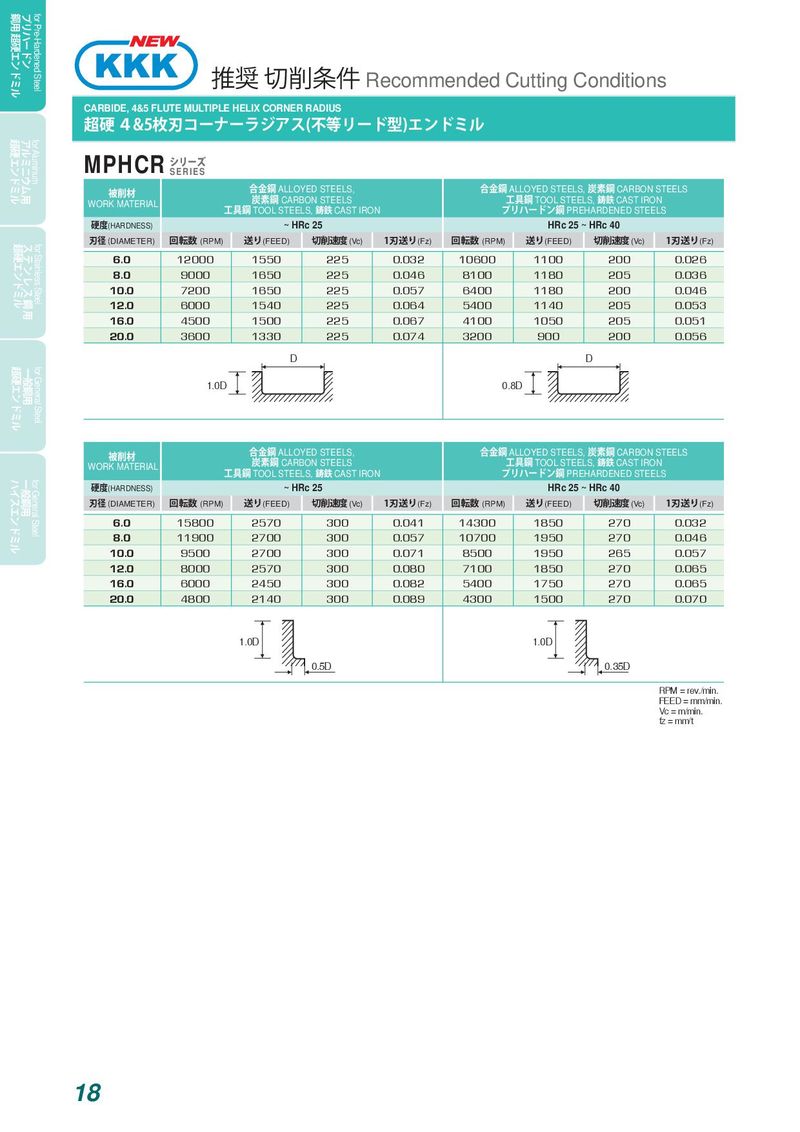
ハイスエンドミル超硬エンドミル超硬エンドミル超硬エンドミル鋼用 超硬エンドミル 一般鋼用一般鋼用ステンレス鋼用アルミニウム用プリハードン for General Steelfor General Steelfor Stainless Steelfor Aluminumfor Pre-Hardened Steel 推奨 切削条件 Recommended Cutting Conditions CARBIDE, 4&5 FLUTE MULTIPLE HELIX CORNER RADIUS 超硬 4&5枚刃コーナーラジアス(不等リード型)エンドミル MPHCR シリーズ SERIES 被削材WORK MATERIAL 合金鋼 ALLOYED STEELS,炭素鋼 CARBON STEELS工具鋼 TOOL STEELS, 鋳鉄 CAST IRON合金鋼 ALLOYED STEELS, 炭素鋼 CARBON STEELS工具鋼 TOOL STEELS, 鋳鉄 CAST IRONプリハードン鋼 PREHARDENED STEELS 硬度(HARDNESS) ~ HRc 25 HRc 25 ~ HRc 40 刃径 (DIAMETER) 回転数 (RPM) 送り(FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り(FEED) 切削速度 (Vc) 1刃送り(Fz) 6.0 12000 1550 225 0.032 10600 1100 200 0.026 8.0 9000 1650 225 0.046 8100 1180 205 0.036 10.0 7200 1650 225 0.057 6400 1180 200 0.046 12.0 6000 1540 225 0.064 5400 1140 205 0.053 16.0 4500 1500 225 0.067 4100 1050 205 0.051 20.0 3600 1330 225 0.074 3200 900 200 0.056 D D 1.0D 0.8D 被削材WORK MATERIAL 合金鋼 ALLOYED STEELS,炭素鋼 CARBON STEELS工具鋼 TOOL STEELS, 鋳鉄 CAST IRON合金鋼 ALLOYED STEELS, 炭素鋼 CARBON STEELS工具鋼 TOOL STEELS, 鋳鉄 CAST IRONプリハードン鋼 PREHARDENED STEELS 硬度(HARDNESS) ~ HRc 25 HRc 25 ~ HRc 40 刃径 (DIAMETER) 回転数 (RPM) 送り(FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り(FEED) 切削速度 (Vc) 1刃送り(Fz) 6.0 15800 2570 300 0.041 14300 1850 270 0.032 8.0 11900 2700 300 0.057 10700 1950 270 0.046 10.0 9500 2700 300 0.071 8500 1950 265 0.057 12.0 8000 2570 300 0.080 7100 1850 270 0.065 16.0 6000 2450 300 0.082 5400 1750 270 0.065 20.0 4800 2140 300 0.089 4300 1500 270 0.070 1.0D 1.0D 0.5D 0.35D RPM = rev./min. FEED = mm/min. Vc = m/min. fz = mm/t 18