Каталог KKK концевые фрезы 2016 - страница 19
Навигация
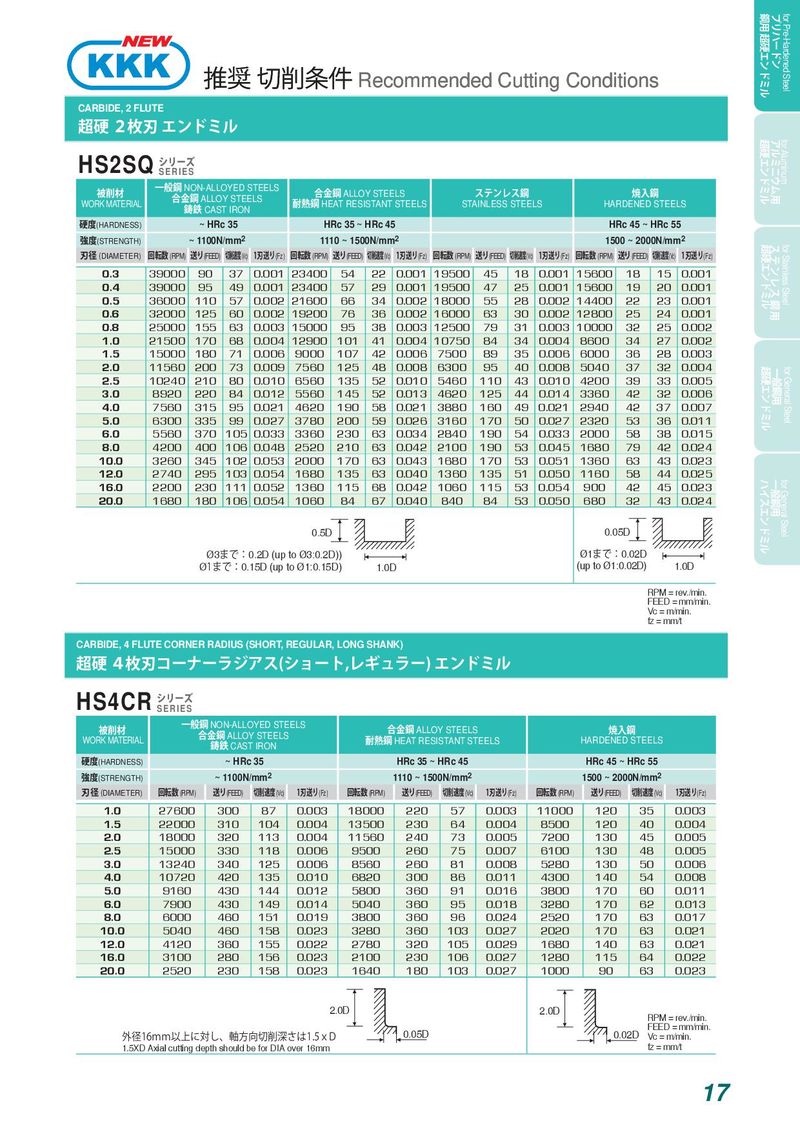
ハイスエンドミル超硬エンドミル超硬エンドミル超硬エンドミル鋼用 超硬エンドミル 一般鋼用一般鋼用ステンレス鋼用アルミニウム用プリハードン for General Steelfor General Steelfor Stainless Steelfor Aluminumfor Pre-Hardened Steel 推奨 切削条件 Recommended Cutting Conditions CARBIDE, 2 FLUTE 超硬 2枚刃 エンドミル HS2SQ シリーズ SERIES 被削材WORK MATERIAL一般鋼 NON-ALLOYED STEELS合金鋼 ALLOY STEELS鋳鉄 CAST IRON合金鋼 ALLOY STEELS耐熱鋼 HEAT RESISTANT STEELSステンレス鋼STAINLESS STEELS 焼入鋼HARDENED STEELS 硬度(HARDNESS) ~ HRc 35 HRc 35 ~ HRc 45 HRc 45 ~ HRc 55 強度(STRENGTH) ~ 1100N/mm2 1110 ~ 1500N/mm2 1500 ~ 2000N/mm2 刃径 (DIAMETER) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 0.3 39000 90 37 0.001 23400 54 22 0.001 19500 45 18 0.001 15600 18 15 0.001 0.4 39000 95 49 0.001 23400 57 29 0.001 19500 47 25 0.001 15600 19 20 0.001 0.5 36000 110 57 0.002 21600 66 34 0.002 18000 55 28 0.002 14400 22 23 0.001 0.6 32000 125 60 0.002 19200 76 36 0.002 16000 63 30 0.002 12800 25 24 0.001 0.8 25000 155 63 0.003 15000 95 38 0.003 12500 79 31 0.003 10000 32 25 0.002 1.0 21500 170 68 0.004 12900 101 41 0.004 10750 84 34 0.004 8600 34 27 0.002 1.5 15000 180 71 0.006 9000 107 42 0.006 7500 89 35 0.006 6000 36 28 0.003 2.0 11560 200 73 0.009 7560 125 48 0.008 6300 95 40 0.008 5040 37 32 0.004 2.5 10240 210 80 0.010 6560 135 52 0.010 5460 110 43 0.010 4200 39 33 0.005 3.0 8920 220 84 0.012 5560 145 52 0.013 4620 125 44 0.014 3360 42 32 0.006 4.0 7560 315 95 0.021 4620 190 58 0.021 3880 160 49 0.021 2940 42 37 0.007 5.0 6300 335 99 0.027 3780 200 59 0.026 3160 170 50 0.027 2320 53 36 0.011 6.0 5560 370 105 0.033 3360 230 63 0.034 2840 190 54 0.033 2000 58 38 0.015 8.0 4200 400 106 0.048 2520 210 63 0.042 2100 190 53 0.045 1680 79 42 0.024 10.0 3260 345 102 0.053 2000 170 63 0.043 1680 170 53 0.051 1360 63 43 0.023 12.0 2740 295 103 0.054 1680 135 63 0.040 1360 135 51 0.050 1160 58 44 0.025 16.0 2200 230 111 0.052 1360 115 68 0.042 1060 115 53 0.054 900 42 45 0.023 20.0 1680 180 106 0.054 1060 84 67 0.040 840 84 53 0.050 680 32 43 0.024 0.5D 0.05D Ø3まで:0.2D (up to Ø3:0.2D)) Ø1まで:0.02D Ø1まで:0.15D (up to Ø1:0.15D) 1.0D (up to Ø1:0.02D) 1.0D RPM = rev./min. FEED = mm/min. Vc = m/min. fz = mm/t CARBIDE, 4 FLUTE CORNER RADIUS (SHORT, REGULAR, LONG SHANK) 超硬 4枚刃コーナーラジアス(ショート,レギュラー) エンドミル HS4CR シリーズ SERIES 被削材WORK MATERIAL 一般鋼 NON-ALLOYED STEELS合金鋼 ALLOY STEELS鋳鉄 CAST IRON 合金鋼 ALLOY STEELS耐熱鋼 HEAT RESISTANT STEELS 焼入鋼HARDENED STEELS 硬度(HARDNESS) ~ HRc 35 HRc 35 ~ HRc 45 HRc 45 ~ HRc 55 強度(STRENGTH) ~ 1100N/mm2 1110 ~ 1500N/mm2 1500 ~ 2000N/mm2 刃径 (DIAMETER) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 1.0 27600 300 87 0.003 18000 220 57 0.003 11000 120 35 0.003 1.5 22000 310 104 0.004 13500 230 64 0.004 8500 120 40 0.004 2.0 18000 320 113 0.004 11560 240 73 0.005 7200 130 45 0.005 2.5 15000 330 118 0.006 9500 260 75 0.007 6100 130 48 0.005 3.0 13240 340 125 0.006 8560 260 81 0.008 5280 130 50 0.006 4.0 10720 420 135 0.010 6820 300 86 0.011 4300 140 54 0.008 5.0 9160 430 144 0.012 5800 360 91 0.016 3800 170 60 0.011 6.0 7900 430 149 0.014 5040 360 95 0.018 3280 170 62 0.013 8.0 6000 460 151 0.019 3800 360 96 0.024 2520 170 63 0.017 10.0 5040 460 158 0.023 3280 360 103 0.027 2020 170 63 0.021 12.0 4120 360 155 0.022 2780 320 105 0.029 1680 140 63 0.021 16.0 3100 280 156 0.023 2100 230 106 0.027 1280 115 64 0.022 20.0 2520 230 158 0.023 1640 180 103 0.027 1000 90 63 0.023 2.0D 2.0D RPM = rev./min. 外径16mm以上に対し、軸方向切削深さは1.5xD 0.05D FEED = mm/min.0.02DVc = m/min. 1.5XD Axial cutting depth should be for DIA over 16mm fz = mm/t 17