Основной каталог Kennametal вращающиеся инструменты 2018 - страница 750
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1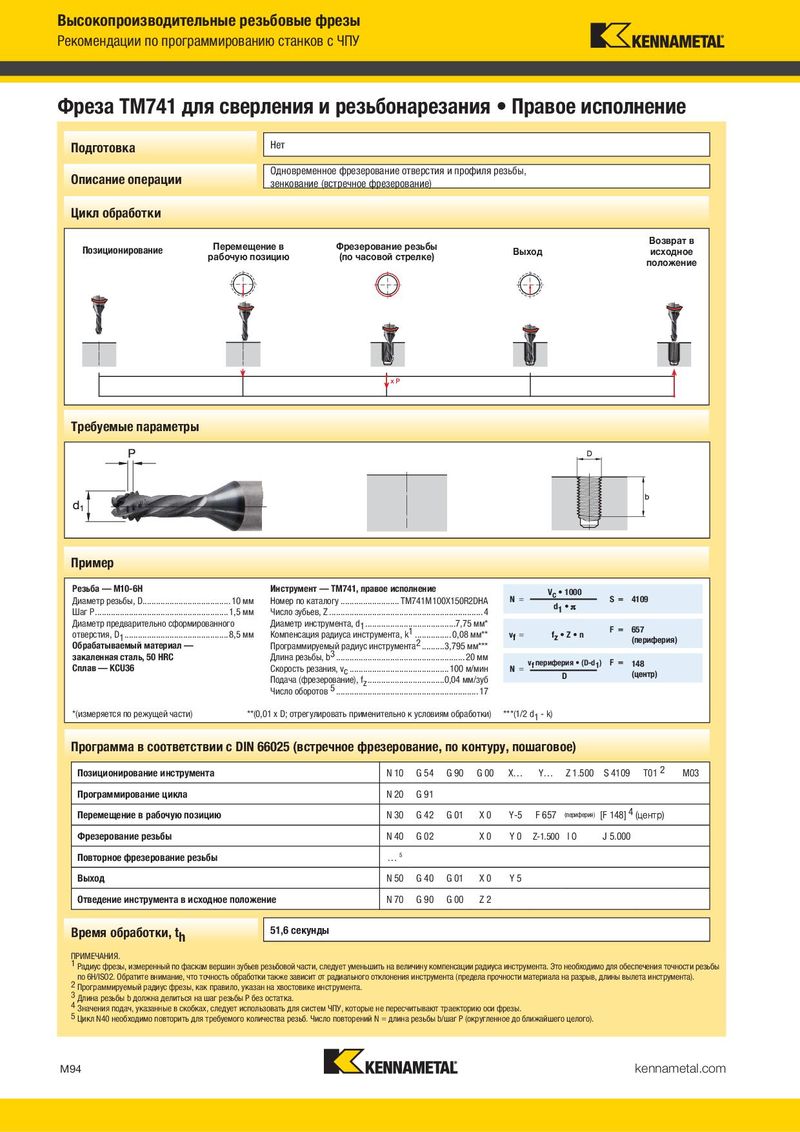
Высокопроизводительные резьбовые фрезы Рекомендации по программированию станков с ЧПУ Фреза TM741 для сверления и резьбонарезания • Правое исполнение Подготовка Нет Описание операции Одновременное фрезерование отверстия и профиля резьбы, зенкование (встречное фрезерование) Цикл обработки Перемещение в Фрезерование резьбы Возврат в Позиционирование рабочую позицию (по часовой стрелке) Выход исходное положение Требуемые параметры Пример Резьба — M10-6H Инструмент — TM741, правое исполнение Vc • 1000 Диаметр резьбы, D....................................... 10 мм Номер по каталогу .......................... TM741M100X150R2DHA N = d1 • / S = 4109 Шаг P........................................................... 1,5 мм Число зубьев, Z .................................................................... 4 Диаметр предварительно сформированного ДКоимампеентсраицнисятрруамдиенустаа,иdн1с.т.р..у..м...е.н..т..а..,..k..1...................................0.7,0,785мммм*** F = 657 отверстия, D1.............................................. 8,5 мм Программируемый радиус инструмента2 ..........3,795 мм*** vf = fz • Z • n (периферия) Обрабатываемый материал — Длина резьбы, b3 ......................................................... 20 мм закаленная сталь, 50 HRC vf периферия • (D-d1) F = 148 Сплав — KCU36 Скорость резания, vc ............................................ 100 м/мин N = (центр) ПЧиодслаочаоб(форроетзоевро5в.а..н..и..е.).,..f..z......................................................................0..,.0..4...м..м../..з1у7б D *(измеряется по режущей части) **(0,01 x D; отрегулировать применительно к условиям обработки) ***(1/2 d1 - k) Программа в соответствии с DIN 66025 (встречное фрезерование, по контуру, пошаговое) Позиционирование инструмента N 10 G 54 G 90 G 00 X… Y… Z 1.500 S 4109 T01 2 M03 Программирование цикла N 20 G 91 Перемещение в рабочую позицию N 30 G 42 G 01 X0 Y-5 F 657 (периферия) [F 148] 4 (центр) Фрезерование резьбы N 40 G 02 X0 Y0 Z-1.500 I0 J 5.000 Повторное фрезерование резьбы …5 Выход N 50 G 40 G 01 X0 Y5 Отведение инструмента в исходное положение N 70 G 90 G 00 Z2 Время обработки, th 51,6 секунды ПРИМЕЧАНИЯ. 1 Радиус фрезы, измеренный по фаскам вершин зубьев резьбовой части, следует уменьшить на величину компенсации радиуса инструмента. Это необходимо для обеспечения точности резьбы по 6H/ISO2. Обратите внимание, что точность обработки также зависит от радиального отклонения инструмента (предела прочности материала на разрыв, длины вылета инструмента). 2 Программируемый радиус фрезы, как правило, указан на хвостовике инструмента. 3 Длина резьбы b должна делиться на шаг резьбы P без остатка. 4 Значения подач, указанные в скобках, следует использовать для систем ЧПУ, которые не пересчитывают траекторию оси фрезы. 5 Цикл N40 необходимо повторить для требуемого количества резьб. Число повторений N = длина резьбы b/шаг P (округленное до ближайшего целого). M94 kennametal.com