Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1678
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1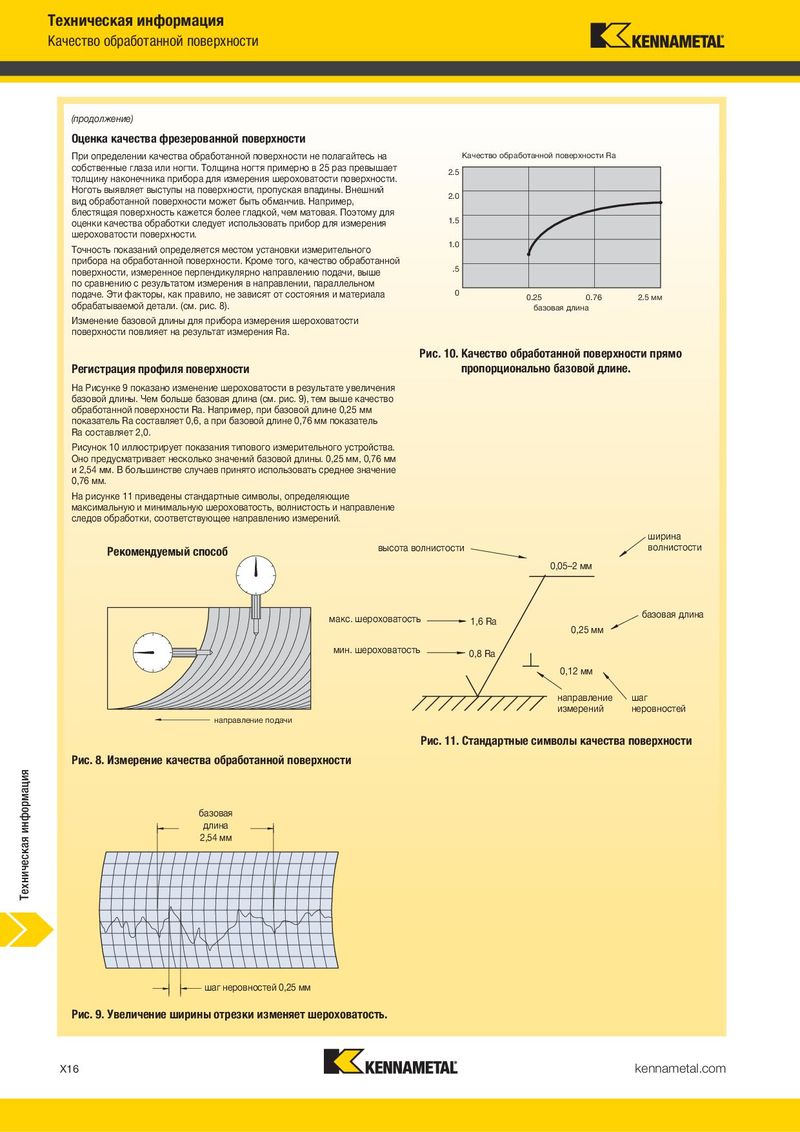
Техническая информация Качество обработанной поверхности (продолжение) Оценка качества фрезерованной поверхности При определении качества обработанной поверхности не полагайтесь на Качество обработанной поверхности Ra собственные глаза или ногти. Толщина ногтя примерно в 25 раз превышает 2.5 толщину наконечника прибора для измерения шероховатости поверхности. Ноготь выявляет выступы на поверхности, пропуская впадины. Внешний 2.0 вид обработанной поверхности может быть обманчив. Например, блестящая поверхность кажется более гладкой, чем матовая. Поэтому для 1.5 оценки качества обработки следует использовать прибор для измерения шероховатости поверхности. Точность показаний определяется местом установки измерительного 1.0 прибора на обработанной поверхности. Кроме того, качество обработанной .5 поверхности, измеренное перпендикулярно направлению подачи, выше по сравнению с результатом измерения в направлении, параллельном подаче. Эти факторы, как правило, не зависят от состояния и материала 0 0.25 0.76 2.5 мм обрабатываемой детали. (см. рис. 8). базовая длина Изменение базовой длины для прибора измерения шероховатости поверхности повлияет на результат измерения Ra. Рис. 10. Качество обработанной поверхности прямо Регистрация профиля поверхности пропорционально базовой длине. На Рисунке 9 показано изменение шероховатости в результате увеличения базовой длины. Чем больше базовая длина (см. рис. 9), тем выше качество обработанной поверхности Ra. Например, при базовой длине 0,25 мм показатель Ra составляет 0,6, а при базовой длине 0,76 мм показатель Ra составляет 2,0. Рисунок 10 иллюстрирует показания типового измерительного устройства. Оно предусматривает несколько значений базовой длины. 0,25 мм, 0,76 мм и 2,54 мм. В большинстве случаев принято использовать среднее значение 0,76 мм. На рисунке 11 приведены стандартные символы, определяющие максимальную и минимальную шероховатость, волнистость и направление следов обработки, соответствующее направлению измерений. ширина Рекомендуемый способ высота волнистости волнистости 0,05–2 мм макс. шероховатость 1,6 Ra базовая длина 0,25 мм мин. шероховатость 0,8 Ra 0,12 мм направление шаг измерений неровностей направление подачи Рис. 11. Стандартные символы качества поверхности Рис. 8. Измерение качества обработанной поверхности Техническая информация базовая длина 2,54 мм шаг неровностей 0,25 мм Рис. 9. Увеличение ширины отрезки изменяет шероховатость. X16 kennametal.com