Основной каталог Kennametal невращающиеся инструменты - страница 686
Навигация
 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1 Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018 Каталог Kennametal инновации 2020.1
Каталог Kennametal инновации 2020.1 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2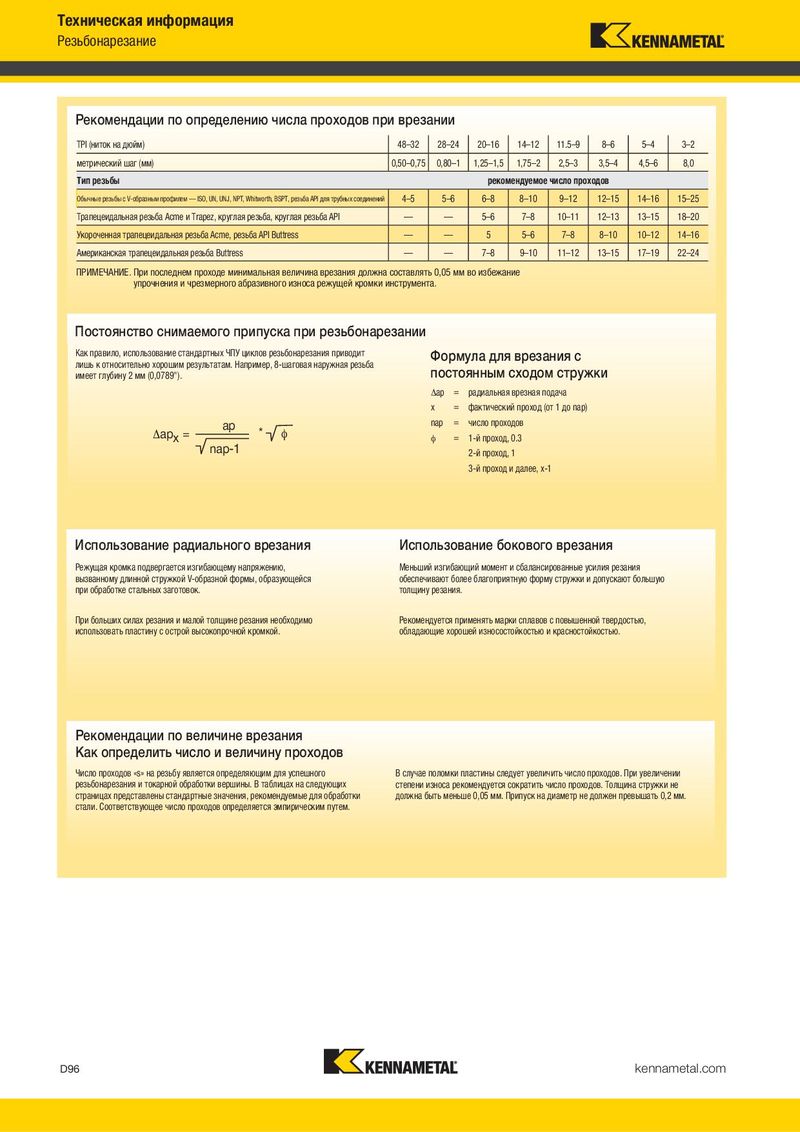
Техническая информация Резьбонарезание Рекомендации по определению числа проходов при врезании TPI (ниток на дюйм) 48–32 28–24 20–16 14–12 11.5–9 8–6 5–4 3–2 метрический шаг (мм) 0,50–0,75 0,80–1 1,25–1,5 1,75–2 2,5–3 3,5–4 4,5–6 8,0 Тип резьбы рекомендуемое число проходов Обычные резьбы с V-образным профилем — ISO, UN, UNJ, NPT, Whitworth, BSPT, резьба АPI для трубных соединений 4–5 5–6 6–8 8–10 9–12 12–15 14–16 15–25 Трапецеидальная резьба Acme и Trapez, круглая резьба, круглая резьба АPI — — 5–6 7–8 10–11 12–13 13–15 18–20 Укороченная трапецеидальная резьба Acme, резьба API Buttress — — 5 5–6 7–8 8–10 10–12 14–16 Американская трапецеидальная резьба Buttress — — 7–8 9–10 11–12 13–15 17–19 22–24 ПРИМЕЧАНИЕ. При последнем проходе минимальная величина врезания должна составлять 0,05 мм во избежание упрочнения и чрезмерного абразивного износа режущей кромки инструмента. Постоянство снимаемого припуска при резьбонарезании Как правило, использование стандартных ЧПУ циклов резьбонарезания приводит Формула для врезания с лишь к относительно хорошим результатам. Например, 8-шаговая наружная резьба постоянным сходом стружки имеет глубину 2 мм (0,0789"). 6ap = радиальная врезная подача x = фактический проход (от 1 до nap) ap * q nap = число проходов 6apx = q = 1-й проход, 0.3 nap-1 2-й проход, 1 3-й проход и далее, x-1 Использование радиального врезания Использование бокового врезания Режущая кромка подвергается изгибающему напряжению, Меньший изгибающий момент и сбалансированные усилия резания вызванному длинной стружкой V-образной формы, образующейся обеспечивают более благоприятную форму стружки и допускают большую при обработке стальных заготовок. толщину резания. При больших силах резания и малой толщине резания необходимо Рекомендуется применять марки сплавов с повышенной твердостью, использовать пластину с острой высокопрочной кромкой. обладающие хорошей износостойкостью и красностойкостью. Рекомендации по величине врезания Как определить число и величину проходов Число проходов «s» на резьбу является определяющим для успешного В случае поломки пластины следует увеличить число проходов. При увеличении резьбонарезания и токарной обработки вершины. В таблицах на следующих степени износа рекомендуется сократить число проходов. Толщина стружки не страницах представлены стандартные значения, рекомендуемые для обработки должна быть меньше 0,05 мм. Припуск на диаметр не должен превышать 0,2 мм. стали. Соответствующее число проходов определяется эмпирическим путем. D96 kennametal.com