Основной каталог Kennametal невращающиеся инструменты - страница 684
Навигация
 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1 Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018 Каталог Kennametal инновации 2020.1
Каталог Kennametal инновации 2020.1 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2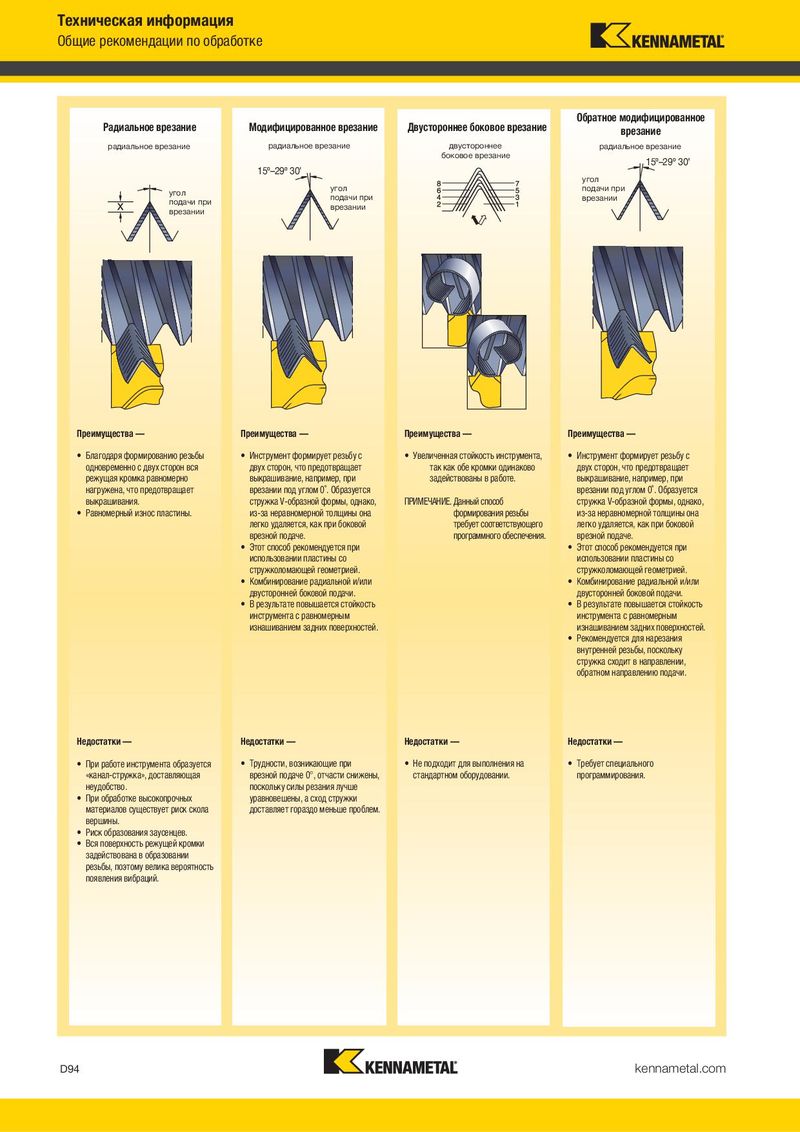
Техническая информация Общие рекомендации по обработке Радиальное врезание Модифицированное врезание Двустороннее боковое врезание Обратное модифицированное врезание радиальное врезание радиальное врезание двустороннее радиальное врезание боковое врезание 15º–29º 30' 15º–29º 30' угол угол угол подачи при подачи при подачи при врезании врезании врезании Преимущества — Преимущества — Преимущества — Преимущества — • Благодаря формированию резьбы • Инструмент формирует резьбу с • Увеличенная стойкость инструмента, • Инструмент формирует резьбу с одновременно с двух сторон вся двух сторон, что предотвращает так как обе кромки одинаково двух сторон, что предотвращает режущая кромка равномерно выкрашивание, например, при задействованы в работе. выкрашивание, например, при нагружена, что предотвращает врезании под углом 0˚. Образуется врезании под углом 0˚. Образуется выкрашивания. стружка V-образной формы, однако, ПРИМЕЧАНИЕ. Данный способ стружка V-образной формы, однако, • Равномерный износ пластины. из-за неравномерной толщины она формирования резьбы из-за неравномерной толщины она легко удаляется, как при боковой требует соответствующего легко удаляется, как при боковой врезной подаче. программного обеспечения. врезной подаче. • Этот способ рекомендуется при • Этот способ рекомендуется при использовании пластины со использовании пластины со стружколомающей геометрией. стружколомающей геометрией. • Комбинирование радиальной и/или • Комбинирование радиальной и/или двусторонней боковой подачи. двусторонней боковой подачи. • В результате повышается стойкость • В результате повышается стойкость инструмента с равномерным инструмента с равномерным изнашиванием задних поверхностей. изнашиванием задних поверхностей. • Рекомендуется для нарезания внутренней резьбы, поскольку стружка сходит в направлении, обратном направлению подачи. Недостатки — Недостатки — Недостатки — Недостатки — • При работе инструмента образуется • Трудности, возникающие при • Не подходит для выполнения на • Требует специального «канал-стружка», доставляющая врезной подаче 0°, отчасти снижены, стандартном оборудовании. программирования. неудобство. поскольку силы резания лучше • При обработке высокопрочных уравновешены, а сход стружки материалов существует риск скола доставляет гораздо меньше проблем. вершины. • Риск образования заусенцев. • Вся поверхность режущей кромки задействована в образовании резьбы, поэтому велика вероятность появления вибраций. D94 kennametal.com