Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 90
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022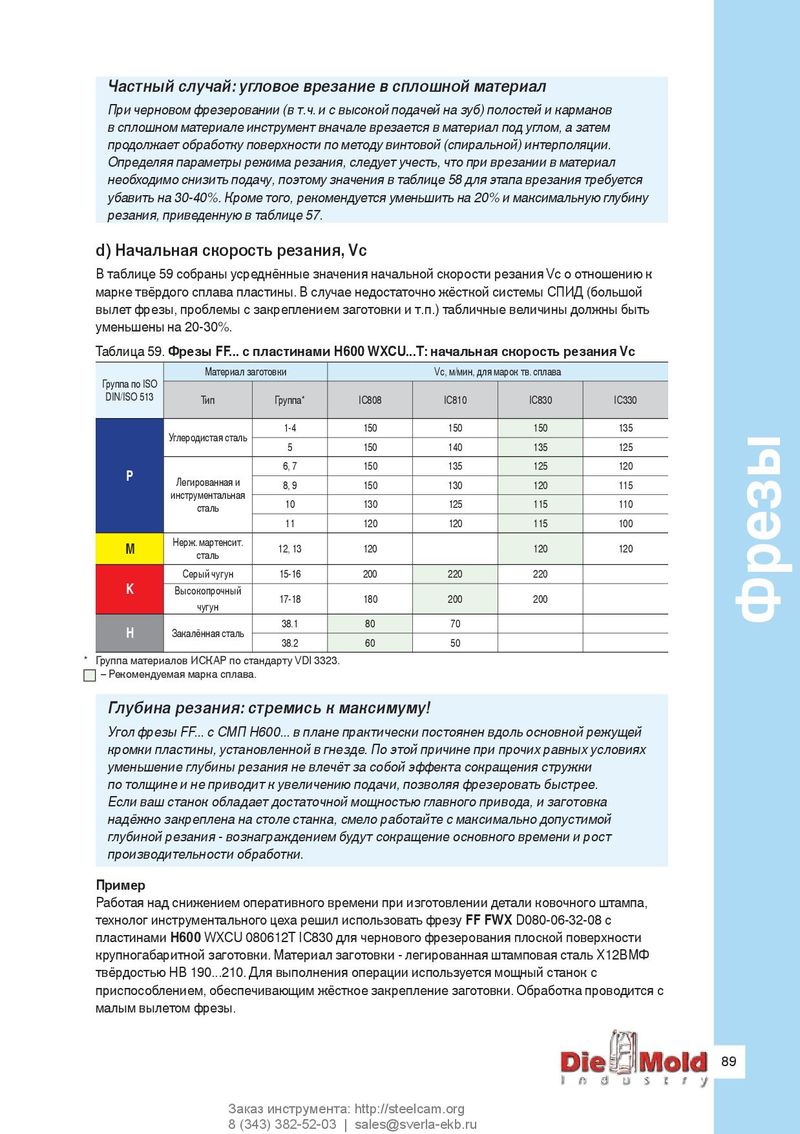
Частный случай: угловое врезание в сплошной материал При черновом фрезеровании (в т.ч. и с высокой подачей на зуб) полостей и карманов в сплошном материале инструмент вначале врезается в материал под углом, а затем продолжает обработку поверхности по методу винтовой (спиральной) интерполяции. Определяя параметры режима резания, следует учесть, что при врезании в материал необходимо снизить подачу, поэтому значения в таблице 58 для этапа врезания требуется убавить на 30-40%. Кроме того, рекомендуется уменьшить на 20% и максимальную глубину резания, приведенную в таблице 57. d) Начальная скорость резания, Vc В таблице 59 собраны усреднённые значения начальной скорости резания Vc о отношению к марке твёрдого сплава пластины. В случае недостаточно жёсткой системы СПИД (большой вылет фрезы, проблемы с закреплением заготовки и т.п.) табличные величины должны быть уменьшены на 20-30%. Таблица 59. Фрезы FF... с пластинами H600 WXCU...T: начальная скорость резания Vc Материал заготовки Vc, м/мин, для марок тв. сплава Группа по ISO DIN/ISO 513 Тип Группа* IC808 IC810 IC830 IC330 1-4 150 150 150 135 Углеродистая сталь 5 150 140 135 125 6, 7 150 135 125 120 P Легированная и 8, 9 150 130 120 115 инструментальная сталь 10 130 125 115 110 11 120 120 115 100 Нерж. мартенсит. M 12, 13 120 120 120 сталь Серый чугун 15-16 200 220 220 K Высокопрочный 17-18 180 200 200 чугун 38.1 80 70 Фрезы H Закалённая сталь 38.2 60 50 * Группа материалов ИСКАР по стандарту VDI 3323. – Рекомендуемая марка сплава. Глубина резания: стремись к максимуму! Угол фрезы FF... с СМП H600... в плане практически постоянен вдоль основной режущей кромки пластины, установленной в гнезде. По этой причине при прочих равных условиях уменьшение глубины резания не влечёт за собой эффекта сокращения стружки по толщине и не приводит к увеличению подачи, позволяя фрезеровать быстрее. Если ваш станок обладает достаточной мощностью главного привода, и заготовка надёжно закреплена на столе станка, смело работайте с максимально допустимой глубиной резания - вознаграждением будут сокращение основного времени и рост производительности обработки. Пример Работая над снижением оперативного времени при изготовлении детали ковочного штампа, технолог инструментального цеха решил использовать фрезу FF FWX D080-06-32-08 с пластинами H600 WXCU 080612T IC830 для чернового фрезерования плоской поверхности крупногабаритной заготовки. Материал заготовки - легированная штамповая сталь Х12ВМФ твёрдостью НВ 190...210. Для выполнения операции используется мощный станок с приспособлением, обеспечивающим жёсткое закрепление заготовки. Обработка проводится с малым вылетом фрезы. 89 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 89 5/15/11 2:53 PM