Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 89
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022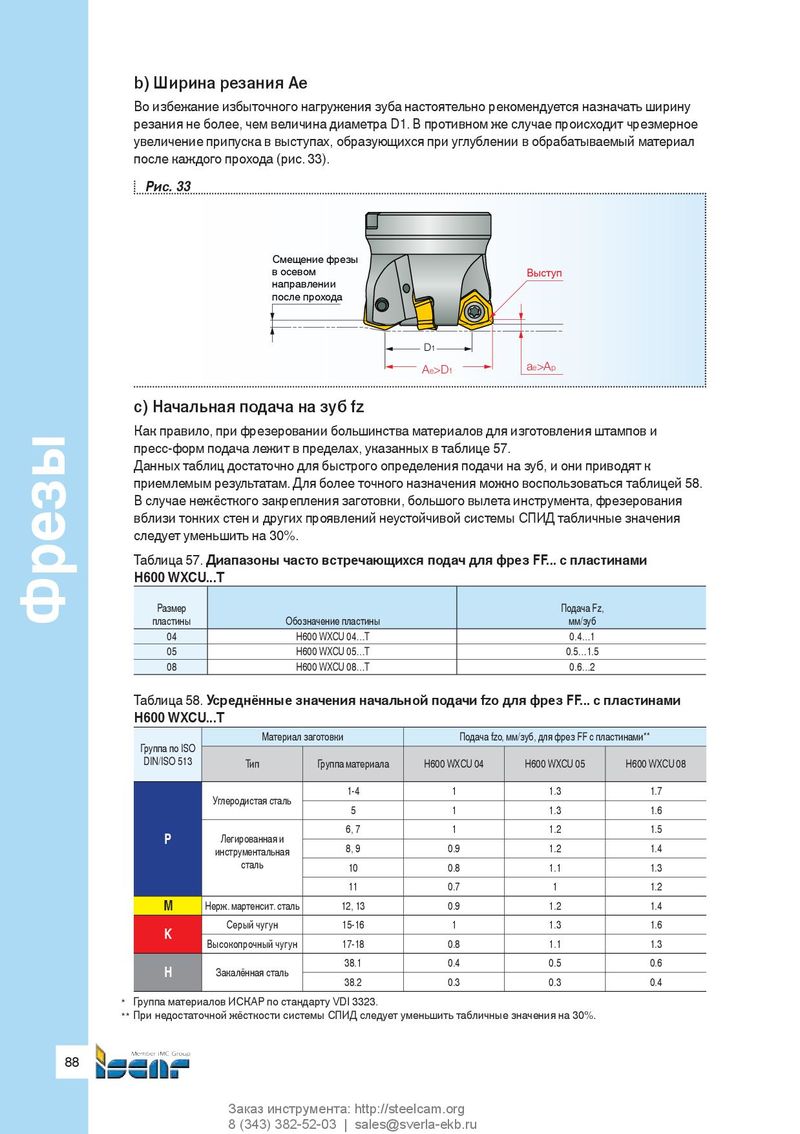
b) Ширина резания Ае Во избежание избыточного нагружения зуба настоятельно рекомендуется назначать ширину резания не более, чем величина диаметра D1. В противном же случае происходит чрезмерное увеличение припуска в выступах, образующихся при углублении в обрабатываемый материал после каждого прохода (рис. 33). Рис. 33 Смещение фрезы в осевом Выступ направлении после прохода D1 Ae>D1 ae>Ap c) Начальная подача на зуб fz Как правило, при фрезеровании большинства материалов для изготовления штампов и пресс-форм подача лежит в пределах, указанных в таблице 57. Данных таблиц достаточно для быстрого определения подачи на зуб, и они приводят к приемлемым результатам. Для более точного назначения можно воспользоваться таблицей 58. В случае нежёсткого закрепления заготовки, большого вылета инструмента, фрезерования вблизи тонких стен и других проявлений неустойчивой системы СПИД табличные значения следует уменьшить на 30%. Таблица 57. Диапазоны часто встречающихся подач для фрез FF... с пластинами H600 WXCU...T Размер Подача Fz, Фрезы пластины Обозначение пластины мм/зуб 04 H600 WXCU 04…T 0.4…1 05 H600 WXCU 05…T 0.5…1.5 08 H600 WXCU 08…T 0.6…2 Таблица 58. Усреднённые значения начальной подачи fzo для фрез FF... с пластинами H600 WXCU...T Материал заготовки Подача fzo, мм/зуб, для фрез FF с пластинами** Группа по ISO DIN/ISO 513 Тип Группа материала H600 WXCU 04 H600 WXCU 05 H600 WXCU 08 1-4 1 1.3 1.7 Углеродистая сталь 5 1 1.3 1.6 6, 7 1 1.2 1.5 P Легированная и инструментальная 8, 9 0.9 1.2 1.4 сталь 10 0.8 1.1 1.3 11 0.7 1 1.2 M Нерж. мартенсит. сталь 12, 13 0.9 1.2 1.4 Серый чугун 15-16 1 1.3 1.6 K Высокопрочный чугун 17-18 0.8 1.1 1.3 38.1 0.4 0.5 0.6 H Закалённая сталь 38.2 0.3 0.3 0.4 * Группа материалов ИСКАР по стандарту VDI 3323. ** При недостаточной жёсткости системы СПИД следует уменьшить табличные значения на 30%. 88 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 88 5/15/11 2:53 PM