Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 70
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022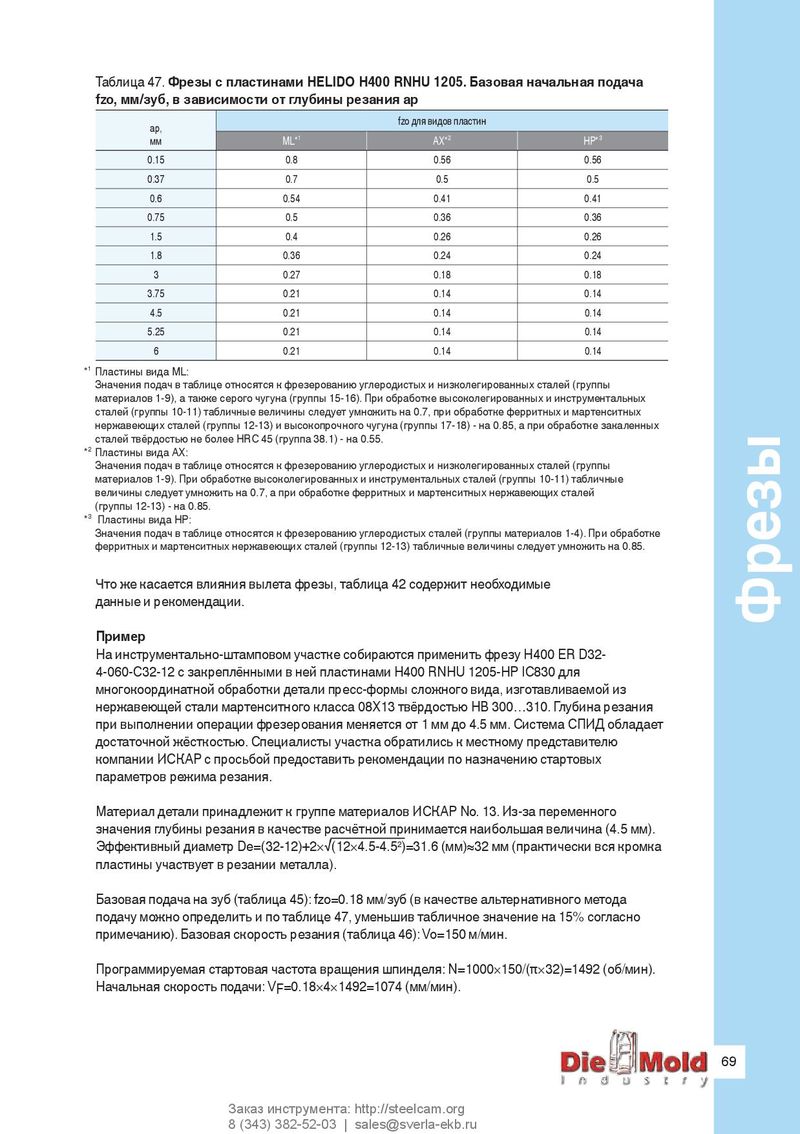
Таблица 47. Фрезы с пластинами HELIDO H400 RNHU 1205. Базовая начальная подача fzo, мм/зуб, в зависимости от глубины резания ар fzo для видов пластин ap, мм ML*¹ AX*² HP*³ 0.15 0.8 0.56 0.56 0.37 0.7 0.5 0.5 0.6 0.54 0.41 0.41 0.75 0.5 0.36 0.36 1.5 0.4 0.26 0.26 1.8 0.36 0.24 0.24 3 0.27 0.18 0.18 3.75 0.21 0.14 0.14 4.5 0.21 0.14 0.14 5.25 0.21 0.14 0.14 6 0.21 0.14 0.14 *¹ Пластины вида ML: Значения подач в таблице относятся к фрезерованию углеродистых и низколегированных сталей (группы материалов 1-9), а также серого чугуна (группы 15-16). При обработке высоколегированных и инструментальных сталей (группы 10-11) табличные величины следует умножить на 0.7, при обработке ферритных и мартенситных нержавеющих сталей (группы 12-13) и высокопрочного чугуна (группы 17-18) - на 0.85, а при обработке закаленных сталей твёрдостью не более HRC 45 (группа 38.1) - на 0.55. *² Пластины вида AX: Значения подач в таблице относятся к фрезерованию углеродистых и низколегированных сталей (группы материалов 1-9). При обработке высоколегированных и инструментальных сталей (группы 10-11) табличные величины следует умножить на 0.7, а при обработке ферритных и мартенситных нержавеющих сталей (группы 12-13) - на 0.85. *³ Пластины вида HP: Значения подач в таблице относятся к фрезерованию углеродистых сталей (группы материалов 1-4). При обработке ферритных и мартенситных нержавеющих сталей (группы 12-13) табличные величины следует умножить на 0.85. Что же касается влияния вылета фрезы, таблица 42 содержит необходимые данные и рекомендации. Фрезы Пример На инструментально-штамповом участке собираются применить фрезу H400 ER D32- 4-060-C32-12 с закреплёнными в ней пластинами H400 RNHU 1205-HP IC830 для многокоординатной обработки детали пресс-формы сложного вида, изготавливаемой из нержавеющей стали мартенситного класса 08Х13 твёрдостью HB 300…310. Глубина резания при выполнении операции фрезерования меняется от 1 мм до 4.5 мм. Система СПИД обладает достаточной жёсткостью. Специалисты участка обратились к местному представителю компании ИСКАР с просьбой предоставить рекомендации по назначению стартовых параметров режима резания. Материал детали принадлежит к группе материалов ИСКАР No. 13. Из-за переменного значения глубины резания в качестве расчётной принимается наибольшая величина (4.5 мм). 2 Эффективный диаметр De=(32-12)+2×√(12×4.5-4.5 )=31.6 (мм)≈32 мм (практически вся кромка пластины участвует в резании металла). Базовая подача на зуб (таблица 45): fzo=0.18 мм/зуб (в качестве альтернативного метода подачу можно определить и по таблице 47, уменьшив табличное значение на 15% согласно примечанию). Базовая скорость резания (таблица 46): Vo=150 м/мин. Программируемая стартовая частота вращения шпинделя: N=1000×150/(π×32)=1492 (об/мин). Начальная скорость подачи: V F =0.18×4×1492=1074 (мм/мин). 69 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 69 5/15/11 2:52 PM