Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 69
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022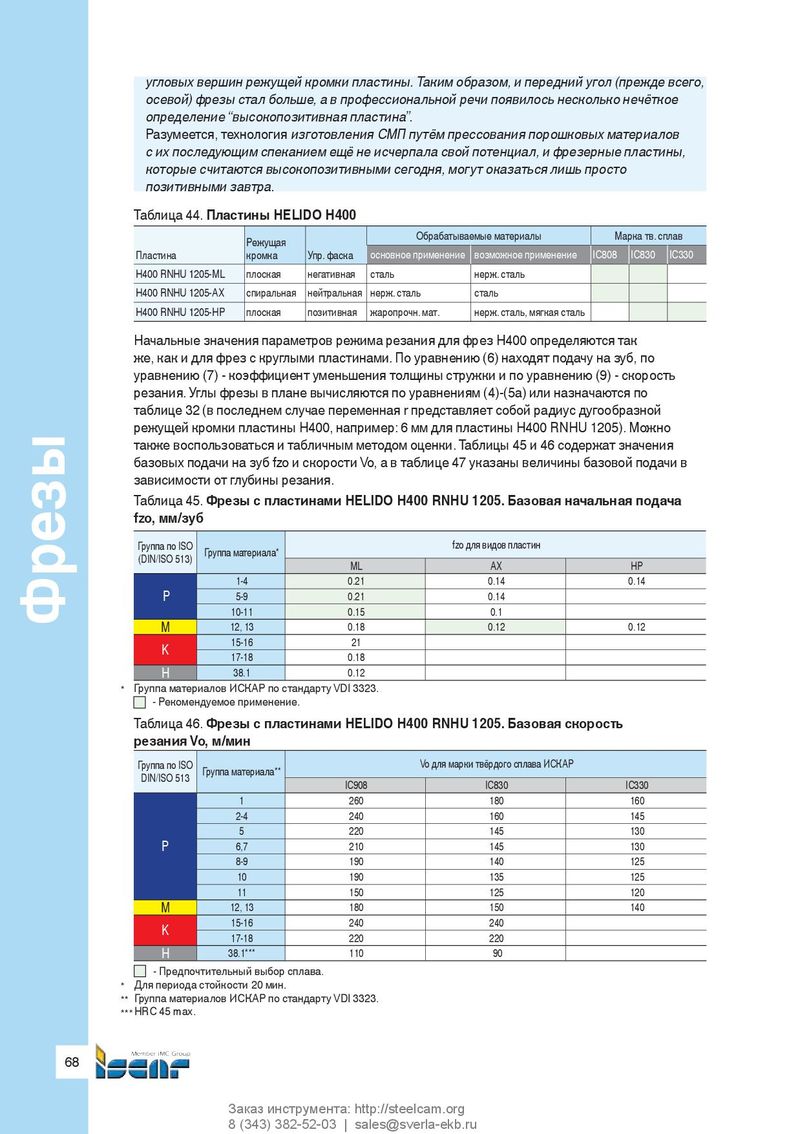
угловых вершин режущей кромки пластины. Таким образом, и передний угол (прежде всего, осевой) фрезы стал больше, а в профессиональной речи появилось несколько нечёткое определение “высокопозитивная пластина”. Разумеется, технология изготовления СМП путём прессования порошковых материалов с их последующим спеканием ещё не исчерпала свой потенциал, и фрезерные пластины, которые считаются высокопозитивными сегодня, могут оказаться лишь просто позитивными завтра. Таблица 44. Пластины HELIDO H400 Обрабатываемые материалы Марка тв. сплав Режущая Пластина кромка Упр. фаска основное применение возможное применение IC808 IC830 IC330 H400 RNHU 1205-ML плоская негативная сталь нерж. сталь H400 RNHU 1205-AX спиральная нейтральная нерж. сталь сталь H400 RNHU 1205-HP плоская позитивная жаропрочн. мат. нерж. сталь, мягкая сталь Начальные значения параметров режима резания для фрез H400 определяются так же, как и для фрез с круглыми пластинами. По уравнению (6) находят подачу на зуб, по уравнению (7) - коэффициент уменьшения толщины стружки и по уравнению (9) - скорость резания. Углы фрезы в плане вычисляются по уравнениям (4)-(5а) или назначаются по таблице 32 (в последнем случае переменная r представляет собой радиус дугообразной режущей кромки пластины H400, например: 6 мм для пластины H400 RNHU 1205). Можно также воспользоваться и табличным методом оценки. Таблицы 45 и 46 содержат значения базовых подачи на зуб fzo и скорости Vo, а в таблице 47 указаны величины базовой подачи в зависимости от глубины резания. Таблица 45. Фрезы с пластинами HELIDO H400 RNHU 1205. Базовая начальная подача fzo, мм/зуб Группа по ISO fzo для видов пластин Группа материала* (DIN/ISO 513) ML AX HP 1-4 0.21 0.14 0.14 P 5-9 0.21 0.14 10-11 0.15 0.1 Фрезы M 12, 13 0.18 0.12 0.12 15-16 21 K 17-18 0.18 H 38.1 0.12 * Группа материалов ИСКАР по стандарту VDI 3323. - Рекомендуемое применение. Таблица 46. Фрезы с пластинами HELIDO H400 RNHU 1205. Базовая скорость резания Vo, м/мин Группа по ISO Vo для марки твёрдого сплава ИСКАР Группа материала** DIN/ISO 513 IC908 IC830 IC330 1 260 180 160 2-4 240 160 145 5 220 145 130 P 6,7 210 145 130 8-9 190 140 125 10 190 135 125 11 150 125 120 M 12, 13 180 150 140 15-16 240 240 K 17-18 220 220 H 38.1*** 110 90 - Предпочтительный выбор сплава. * Для периода стойкости 20 мин. ** Группа материалов ИСКАР по стандарту VDI 3323. *** HRC 45 max. 68 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 68 5/15/11 2:52 PM