Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 17
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022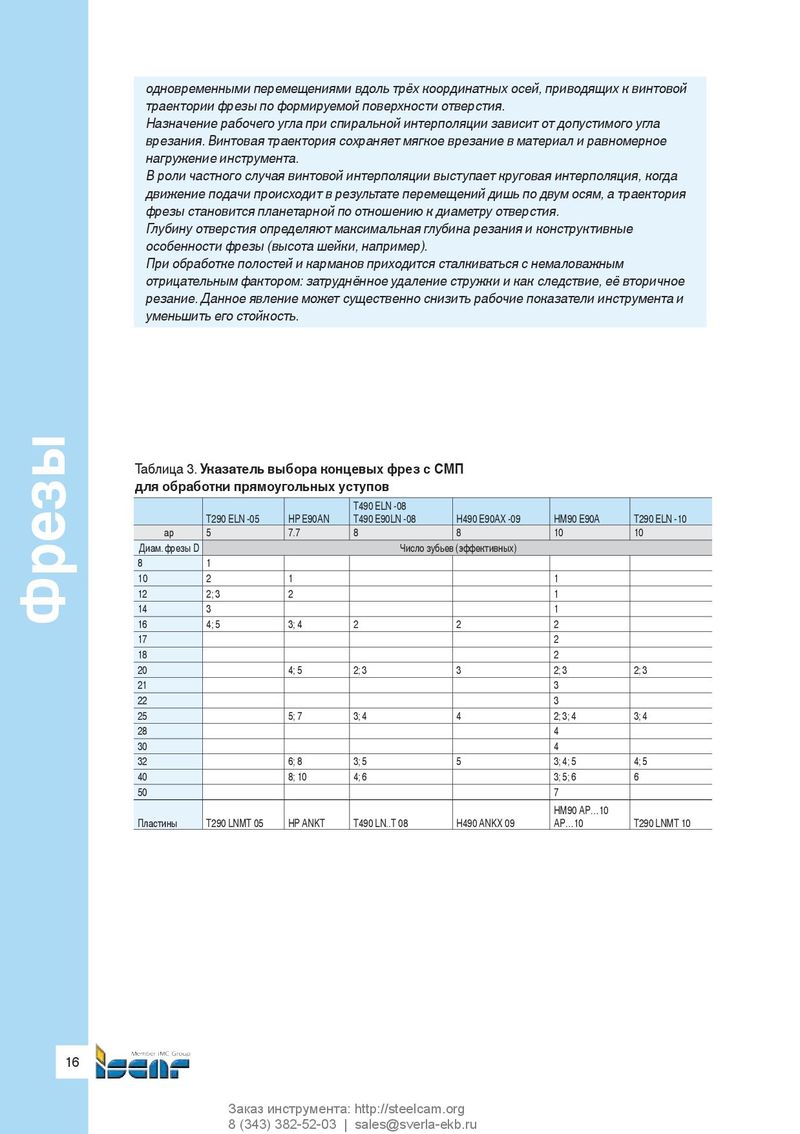
одновременными перемещениями вдоль трёх координатных осей, приводящих к винтовой траектории фрезы по формируемой поверхности отверстия. Назначение рабочего угла при спиральной интерполяции зависит от допустимого угла врезания. Винтовая траектория сохраняет мягкое врезание в материал и равномерное нагружение инструмента. В роли частного случая винтовой интерполяции выступает круговая интерполяция, когда движение подачи происходит в результате перемещений дишь по двум осям, а траектория фрезы становится планетарной по отношению к диаметру отверстия. Глубину отверстия определяют максимальная глубина резания и конструктивные особенности фрезы (высота шейки, например). При обработке полостей и карманов приходится сталкиваться с немаловажным отрицательным фактором: затруднённое удаление стружки и как следствие, её вторичное резание. Данное явление может существенно снизить рабочие показатели инструмента и уменьшить его стойкость. Таблица 3. Указатель выбора концевых фрез с СМП для обработки прямоугольных уступов T490 ELN -08 T290 ELN -05 HP E90AN T490 E90LN -08 H490 E90AX -09 HM90 E90A T290 ELN -10 ap 5 7.7 8 8 10 10 Диам. фрезы D Число зубьев (эффективных) 8 1 10 2 1 1 12 2; 3 2 1 14 3 1 Фрезы 16 4; 5 3; 4 2 2 2 17 2 18 2 20 4; 5 2; 3 3 2; 3 2; 3 21 3 22 3 25 5; 7 3; 4 4 2; 3; 4 3; 4 28 4 30 4 32 6; 8 3; 5 5 3; 4; 5 4; 5 40 8; 10 4; 6 3; 5; 6 6 50 7 HM90 AP…10 Пластины T290 LNMT 05 HP ANKT T490 LN..T 08 H490 ANKX 09 AP…10 T290 LNMT 10 16 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 16 5/15/11 2:52 PM