Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 123
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022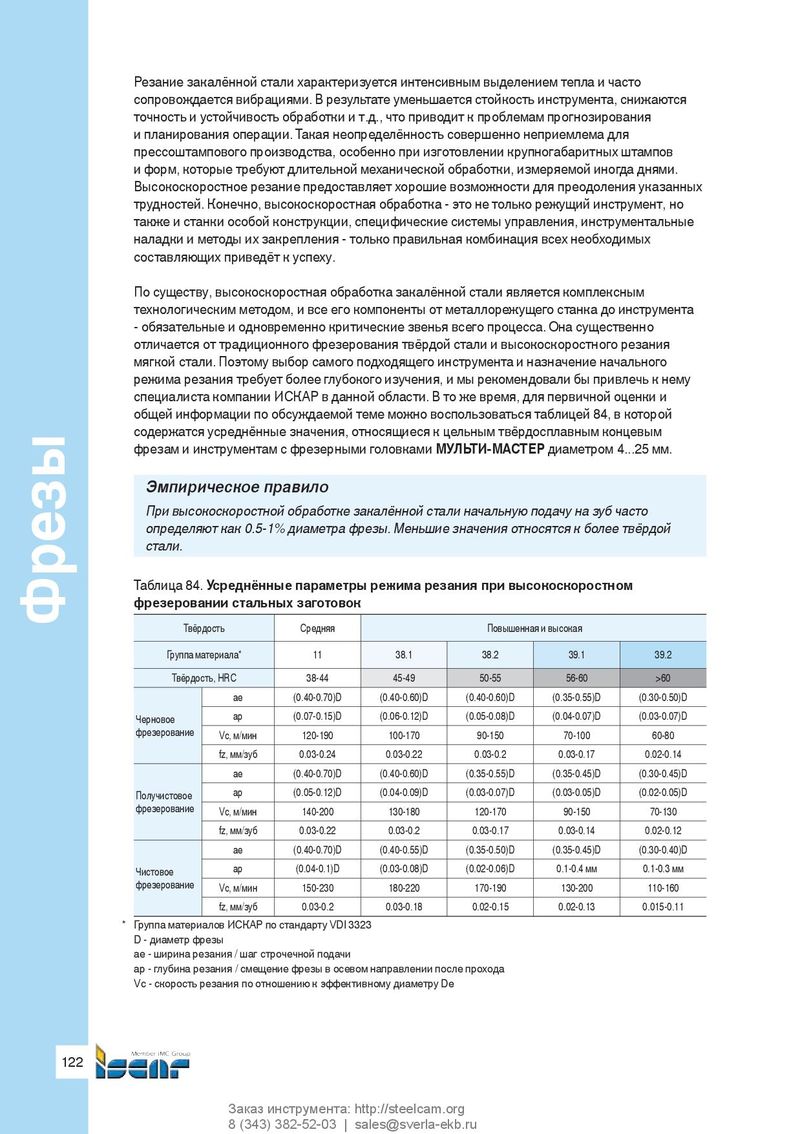
Резание закалённой стали характеризуется интенсивным выделением тепла и часто сопровождается вибрациями. В результате уменьшается стойкость инструмента, снижаются точность и устойчивость обработки и т.д., что приводит к проблемам прогнозирования и планирования операции. Такая неопределённость совершенно неприемлема для прессоштампового производства, особенно при изготовлении крупногабаритных штампов и форм, которые требуют длительной механической обработки, измеряемой иногда днями. Высокоскоростное резание предоставляет хорошие возможности для преодоления указанных трудностей. Конечно, высокоскоростная обработка - это не только режущий инструмент, но также и станки особой конструкции, специфические системы управления, инструментальные наладки и методы их закрепления - только правильная комбинация всех необходимых составляющих приведёт к успеху. По существу, высокоскоростная обработка закалённой стали является комплексным технологическим методом, и все его компоненты от металлорежущего станка до инструмента - обязательные и одновременно критические звенья всего процесса. Она существенно отличается от традиционного фрезерования твёрдой стали и высокоскоростного резания мягкой стали. Поэтому выбор самого подходящего инструмента и назначение начального режима резания требует более глубокого изучения, и мы рекомендовали бы привлечь к нему специалиста компании ИСКАР в данной области. В то же время, для первичной оценки и общей информации по обсуждаемой теме можно воспользоваться таблицей 84, в которой содержатся усреднённые значения, относящиеся к цельным твёрдосплавным концевым фрезам и инструментам с фрезерными головками МУЛЬТИ-МАСТЕР диаметром 4...25 мм. Эмпирическое правило При высокоскоростной обработке закалённой стали начальную подачу на зуб часто определяют как 0.5-1% диаметра фрезы. Меньшие значения относятся к более твёрдой стали. Таблица 84. Усреднённые параметры режима резания при высокоскоростном фрезеровании стальных заготовок Фрезы Твёрдость Средняя Повышенная и высокая Группа материала* 11 38.1 38.2 39.1 39.2 Твёрдость, HRC 38-44 45-49 50-55 56-60 >60 ae (0.40-0.70)D (0.40-0.60)D (0.40-0.60)D (0.35-0.55)D (0.30-0.50)D Черновое ap (0.07-0.15)D (0.06-0.12)D (0.05-0.08)D (0.04-0.07)D (0.03-0.07)D фрезерование Vc, м/мин 120-190 100-170 90-150 70-100 60-80 fz, мм/зуб 0.03-0.24 0.03-0.22 0.03-0.2 0.03-0.17 0.02-0.14 ae (0.40-0.70)D (0.40-0.60)D (0.35-0.55)D (0.35-0.45)D (0.30-0.45)D Получистовое ap (0.05-0.12)D (0.04-0.09)D (0.03-0.07)D (0.03-0.05)D (0.02-0.05)D фрезерование Vc, м/мин 140-200 130-180 120-170 90-150 70-130 fz, мм/зуб 0.03-0.22 0.03-0.2 0.03-0.17 0.03-0.14 0.02-0.12 ae (0.40-0.70)D (0.40-0.55)D (0.35-0.50)D (0.35-0.45)D (0.30-0.40)D Чистовое ap (0.04-0.1)D (0.03-0.08)D (0.02-0.06)D 0.1-0.4 мм 0.1-0.3 мм фрезерование Vc, м/мин 150-230 180-220 170-190 130-200 110-160 fz, мм/зуб 0.03-0.2 0.03-0.18 0.02-0.15 0.02-0.13 0.015-0.11 * Группа материалов ИСКАР по стандарту VDI 3323 D - диаметр фрезы ae - ширина резания / шаг строчечной подачи ap - глубина резания / смещение фрезы в осевом направлении после прохода Vc - скорость резания по отношению к эффективному диаметру De 122 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 122 5/15/11 2:53 PM