Каталог Iscar вращающийся инструмент 2017 - страница 83
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022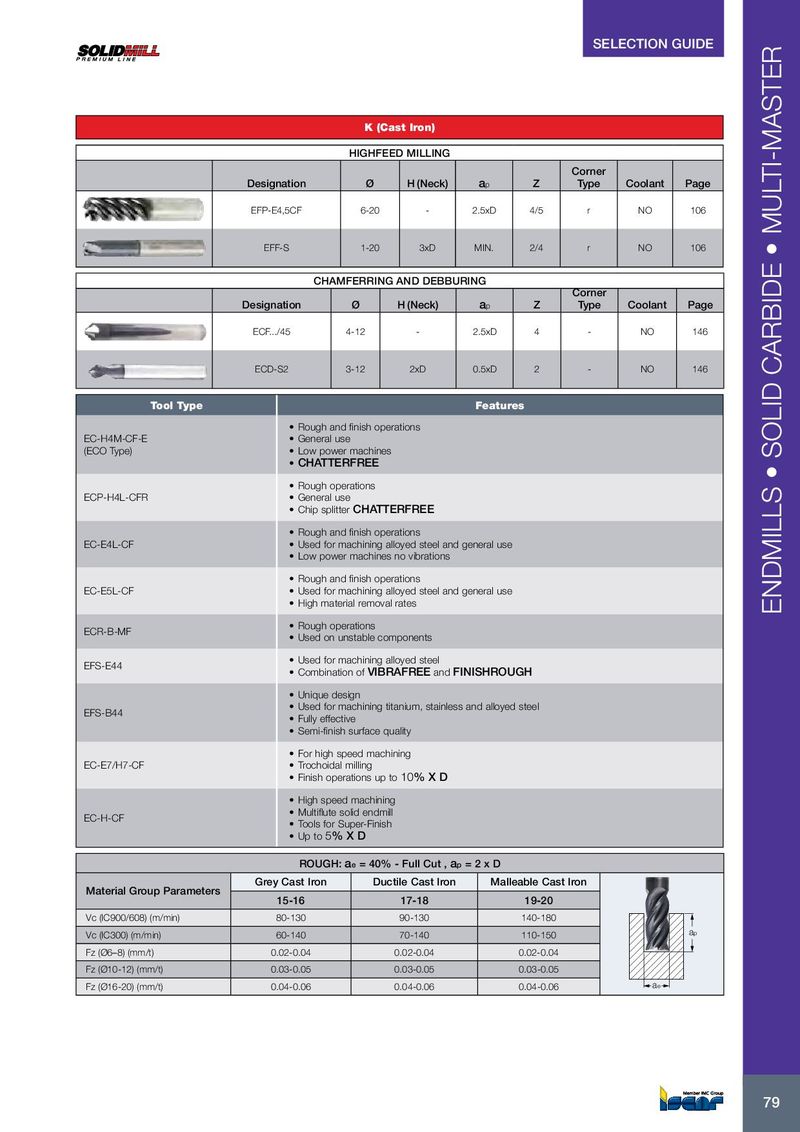
SELECTION GUIDE K (Cast Iron) HIGHFEED MILLING Corner Designation Ø H (Neck) a p Z Type Coolant Page EFP-E4,5CF 6-20 - 2.5xD 4/5 r NO 106 EFF-S 1-20 3xD MIN. 2/4 r NO 106 CHAMFERRING AND DEBBURING Corner Designation Ø H (Neck) a p Z Type Coolant Page ECF.../45 4-12 - 2.5xD 4 - NO 146 ECD-S2 3-12 2xD 0.5xD 2 - NO 146 Tool Type Features • Rough and finish operations EC-H4M-CF-E • General use (ECO Type) • Low power machines • CHATTERFREE • Rough operations ECP-H4L-CFR • General use • Chip splitter CHATTERFREE • Rough and finish operations EC-E4L-CF • Used for machining alloyed steel and general use • Low power machines no vibrations • Rough and finish operations EC-E5L-CF • Used for machining alloyed steel and general use • High material removal rates ENDMILLS • SOLID CARBIDE • MULTI-MASTER • Rough operations ECR-B-MF • Used on unstable components • Used for machining alloyed steel EFS-E44 • Combination of VIBRAFREE and FINISHROUGH • Unique design • Used for machining titanium, stainless and alloyed steel EFS-B44 • Fully effective • Semi-finish surface quality • For high speed machining EC-E7/H7-CF • Trochoidal milling • Finish operations up to 10% X D • High speed machining • Multiflute solid endmill EC-H-CF • Tools for Super-Finish • Up to 5% X D ROUGH: a e = 40% - Full Cut , a p = 2 x D Grey Cast Iron Ductile Cast Iron Malleable Cast Iron Material Group Parameters 15-16 17-18 19-20 Vc (IC900/608) (m/min) 80-130 90-130 140-180 Vc (IC300) (m/min) 60-140 70-140 110-150 ap Fz (Ø6–8) (mm/t) 0.02-0.04 0.02-0.04 0.02-0.04 Fz (Ø10-12) (mm/t) 0.03-0.05 0.03-0.05 0.03-0.05 Fz (Ø16-20) (mm/t) 0.04-0.06 0.04-0.06 0.04-0.06 ae 79 79