Каталог Iscar резьбонарезные фрезы - страница 52
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master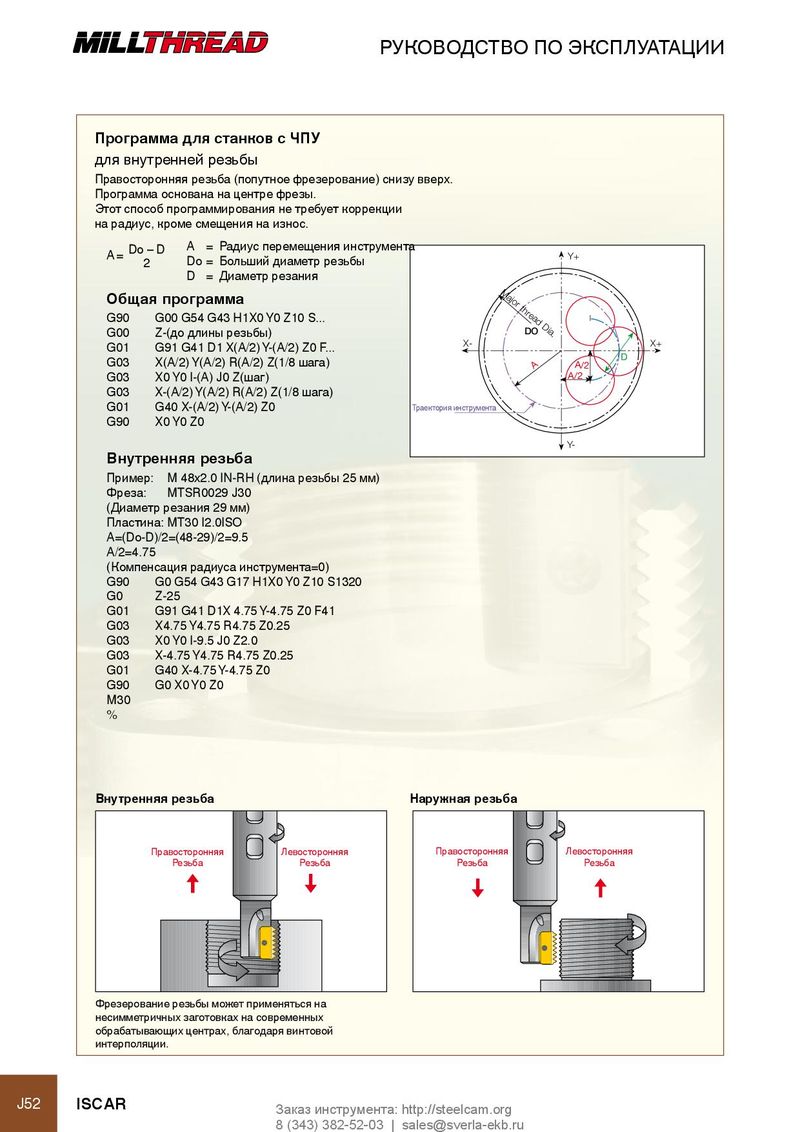
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Программа для станков с чПу для внутренней резьбы Правосторонняя резьба (попутное фрезерование) снизу вверх. Программа основана на центре фрезы. Этот способ программирования не требует коррекции на радиус, кроме смещения на износ. Do – D A = Радиус перемещения инструмента A = Y+ 2 Do = Больший диаметр резьбы D = Диаметр резания Major thread Dia. Общая программа G90 G00 G54 G43 H1X0 Y0 Z10 S... G00 Z-(до длины резьбы) DO X- X+ G01 G91 G41 D1 X(A/2) Y-(A/2) Z0 F... D G03 X(A/2) Y(A/2) R(A/2) Z(1/8 шага) A A/2 G03 X0 Y0 I-(A) J0 Z(шаг) A/2 G03 X-(A/2) Y(A/2) R(A/2) Z(1/8 шага) G01 G40 X-(A/2) Y-(A/2) Z0 Траектория инструмента Tool Path G90 X0 Y0 Z0 Y- Внутренняя резьба Пример: M 48x2.0 IN-RH (длина резьбы 25 мм) Фреза: MTSR0029 J30 (Диаметр резания 29 мм) Пластина: MT30 I2.0ISO A=(Do-D)/2=(48-29)/2=9.5 A/2=4.75 (Компенсация радиуса инструмента=0) G90 G0 G54 G43 G17 H1X0 Y0 Z10 S1320 G0 Z-25 G01 G91 G41 D1X 4.75 Y-4.75 Z0 F41 G03 X4.75 Y4.75 R4.75 Z0.25 G03 X0 Y0 I-9.5 J0 Z2.0 G03 X-4.75 Y4.75 R4.75 Z0.25 G01 G40 X-4.75 Y-4.75 Z0 G90 G0 X0 Y0 Z0 M30 % Внутренняя резьба Наружная резьба Правосторонняя Левосторонняя Правосторонняя Левосторонняя Резьба Резьба Резьба Резьба Фрезерование резьбы может применяться на несимметричных заготовках на современных обрабатывающих центрах, благодаря винтовой интерполяции. J52 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru