Каталог Iscar новые продукты 2018 - страница 71
Навигация
 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 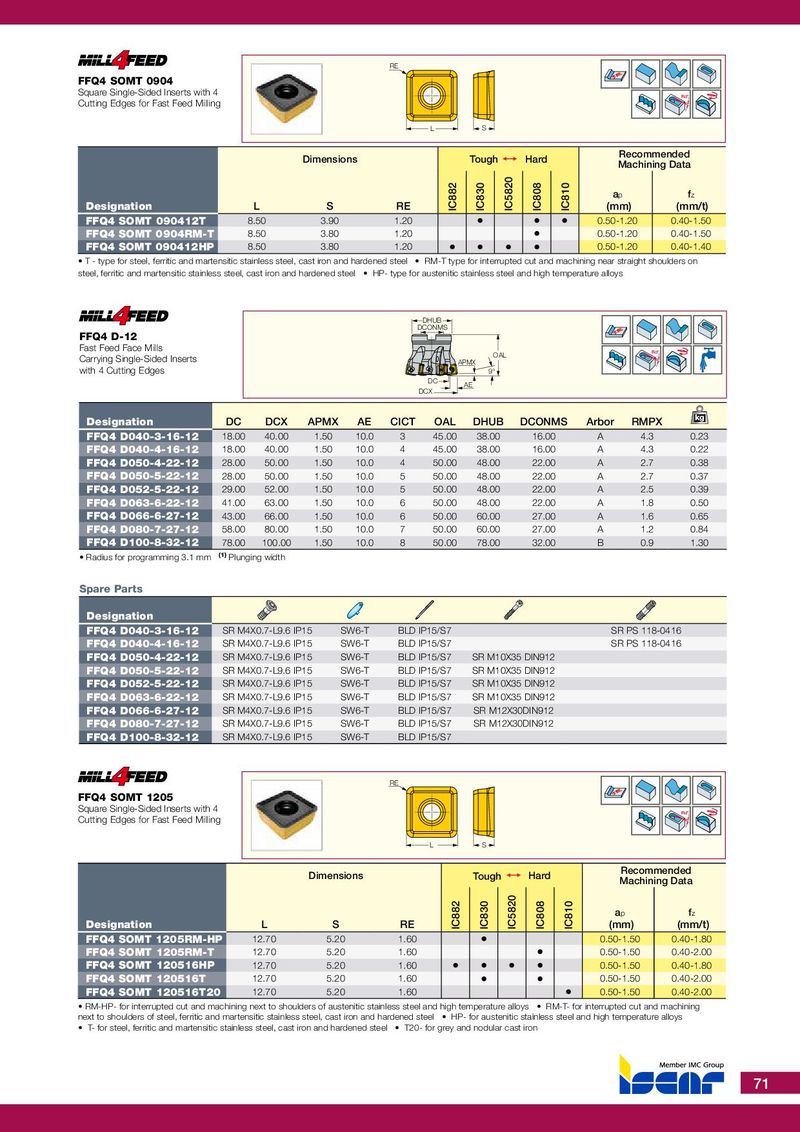
F O R I N T E R N A L U S E O N L Y • S U B J E C T T O C H A N G E F O R I N T E R N A L U S E O N L Y • S U B J E C T T O C H A N G E RE FFQ4 SOMT 0904 Square Single-Sided Inserts with 4 Rd° Cutting Edges for Fast Feed Milling L S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation L S RE IC882 IC830 IC5820 IC808 IC810 (mm) (mm/t) FFQ4 SOMT 090412T 8.50 3.90 1.20 • • • 0.50-1.20 0.40-1.50 FFQ4 SOMT 0904RM-T 8.50 3.80 1.20 • 0.50-1.20 0.40-1.50 FFQ4 SOMT 090412HP 8.50 3.80 1.20 • • • • 0.50-1.20 0.40-1.40 • T - type for steel, ferritic and martensitic stainless steel, cast iron and hardened steel • RM-T type for interrupted cut and machining near straight shoulders on steel, ferritic and martensitic stainless steel, cast iron and hardened steel • HP- type for austenitic stainless steel and high temperature alloys DHUB DCONMS FFQ4 D-12 Fast Feed Face Mills OAL Rd° Carrying Single-Sided Inserts APMX with 4 Cutting Edges 9° DC AE DCX kg Designation DC DCX APMX AE CICT OAL DHUB DCONMS Arbor RMPX FFQ4 D040-3-16-12 18.00 40.00 1.50 10.0 3 45.00 38.00 16.00 A 4.3 0.23 FFQ4 D040-4-16-12 18.00 40.00 1.50 10.0 4 45.00 38.00 16.00 A 4.3 0.22 FFQ4 D050-4-22-12 28.00 50.00 1.50 10.0 4 50.00 48.00 22.00 A 2.7 0.38 FFQ4 D050-5-22-12 28.00 50.00 1.50 10.0 5 50.00 48.00 22.00 A 2.7 0.37 FFQ4 D052-5-22-12 29.00 52.00 1.50 10.0 5 50.00 48.00 22.00 A 2.5 0.39 FFQ4 D063-6-22-12 41.00 63.00 1.50 10.0 6 50.00 48.00 22.00 A 1.8 0.50 FFQ4 D066-6-27-12 43.00 66.00 1.50 10.0 6 50.00 60.00 27.00 A 1.6 0.65 FFQ4 D080-7-27-12 58.00 80.00 1.50 10.0 7 50.00 60.00 27.00 A 1.2 0.84 FFQ4 D100-8-32-12 78.00 100.00 1.50 10.0 8 50.00 78.00 32.00 B 0.9 1.30 • Radius for programming 3.1 mm (1) Plunging width Spare Parts Designation FFQ4 D040-3-16-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR PS 118-0416 FFQ4 D040-4-16-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR PS 118-0416 FFQ4 D050-4-22-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M10X35 DIN912 FFQ4 D050-5-22-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M10X35 DIN912 FFQ4 D052-5-22-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M10X35 DIN912 FFQ4 D063-6-22-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M10X35 DIN912 FFQ4 D066-6-27-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M12X30DIN912 FFQ4 D080-7-27-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M12X30DIN912 FFQ4 D100-8-32-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 RE FFQ4 SOMT 1205 Square Single-Sided Inserts with 4 Rd° Cutting Edges for Fast Feed Milling L S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation L S RE IC882 IC830 IC5820 IC808 IC810 (mm) (mm/t) FFQ4 SOMT 1205RM-HP 12.70 5.20 1.60 • 0.50-1.50 0.40-1.80 FFQ4 SOMT 1205RM-T 12.70 5.20 1.60 • 0.50-1.50 0.40-2.00 FFQ4 SOMT 120516HP 12.70 5.20 1.60 • • • • 0.50-1.50 0.40-1.80 FFQ4 SOMT 120516T 12.70 5.20 1.60 • • 0.50-1.50 0.40-2.00 FFQ4 SOMT 120516T20 12.70 5.20 1.60 • 0.50-1.50 0.40-2.00 • RM-HP- for interrupted cut and machining next to shoulders of austenitic stainless steel and high temperature alloys • RM-T- for interrupted cut and machining next to shoulders of steel, ferritic and martensitic stainless steel, cast iron and hardened steel • HP- for austenitic stainless steel and high temperature alloys • T- for steel, ferritic and martensitic stainless steel, cast iron and hardened steel • T20- for grey and nodular cast iron 71