Каталог Iscar токарные пластины ISO 2022 - страница 91
Навигация
 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022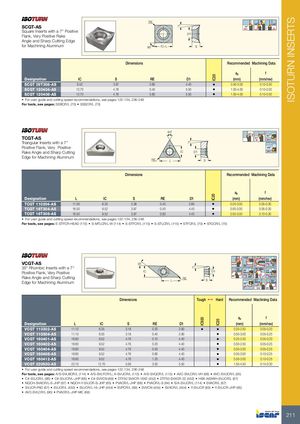
IC920 IC20IC20 IC20 ISOTURN INSERTS RE 45º 45º 45° SCGT-AS 7° 75º Square Inserts with a 7° Positive Flank, Very Positive Rake D1 Angle and Sharp Cutting Edge for Machining Aluminum 90˚ IC=L S Dimensions Recommended Machining Data ap f Designation IC S RE D1 (mm) (mm/rev) SCGT 09T308-AS 9.52 3.97 0.80 4.40 • 0.50-3.00 0.10-0.30 SCGT 120404-AS 12.70 4.76 0.40 5.50 • 1.00-4.00 0.10-0.30 SCGT 120408-AS 12.70 4.76 0.80 5.50 • 1.00-4.00 0.10-0.30 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: SSBCR/L (70) • SSSCR/L (70) TCGT-AS 60˚ 91º 91º91º Triangular Inserts with a 7° 7° Positive Flank, Very Positive 95º Rake Angle and Sharp Cutting IC D1 Edge for Machining Aluminum RE L S Dimensions Recommended Machining Data ap f Designation L IC S RE D1 (mm) (mm/rev) TCGT 110204-AS 11.00 6.35 2.38 0.40 2.80 • 0.20-3.00 0.05-0.30 TCGT 16T304-AS 16.50 9.52 3.97 0.40 4.40 • 0.50-3.00 0.05-0.30 TCGT 16T308-AS 16.50 9.52 3.97 0.80 4.40 • 0.50-3.00 0.10-0.30 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: E-STFCR-HEAD (115) • S-MTLCR/L-W (114) • S-STFCR/L (115) • S-STLCR/L (115) • STFCR/L (70) • STGCR/L (70) 142º 30° VCGT-AS MAX35˚117.5°93º93º 35° Rhombic Inserts with a 7°Positive Flank, Very Positive IC 7° D1 50°MAX48° 70°MAX 35°MAXMAX Rake Angle and Sharp CuttingEdge for Machining Aluminum REL S 93° 95º 72.5º 107.5º31°52°95ºMAXMAX 112° 91° Dimensions Tough 1 Hard Recommended Machining Data ap f Designation L IC S RE D1 (mm) (mm/rev) VCGT 110302-AS 11.10 6.35 3.18 0.20 2.90 • • 0.20-2.50 0.05-0.20 VCGT 110304-AS 11.10 6.35 3.18 0.40 2.90 • 0.50-3.00 0.05-0.25 VCGT 160401-AS 16.60 9.52 4.76 0.10 4.40 • 0.20-2.50 0.05-0.20 VCGT 160402-AS 16.60 9.52 4.76 0.20 4.40 • 0.50-2.50 0.05-0.25 VCGT 160404-AS 16.60 9.52 4.76 0.40 4.40 • 0.50-3.00 0.05-0.25 VCGT 160408-AS 16.60 9.52 4.76 0.80 4.40 • 0.50-3.00 0.10-0.25 VCGT 160412-AS 16.60 9.52 4.76 1.20 4.40 • 0.50-3.00 0.10-0.25 VCGT 220530-AS 22.10 12.70 5.56 3.00 5.50 • 1.50-4.50 0.15-0.30 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: A/S-SVLBCR/L (114) • A/S-SVLFCR/L; A-SVUCR/L (113) • A/S-SVQCR/L (113) • AVC-SVLCR/L-VH (98) • AVC-SVUCR/L (95) • C#-SVJCR/L (66) • C#-SVJCR/L-JHP (66) • C#-SVVCN (69) • DTF50 SVXCR-16X2 (452) • DTF50 SVXCR-22 (452) • HSK A63WH-SVJCR/L (67) • NQCH-SVACR/L-S-JHP (67) • NQCH-Y-SVJCR-S-JHP (65) • PVACR/L-JHP (68) • PVACR/L-S (64) • S/A-SVJCR/L (114) • SVACR/L (67) • SVJCR-PAD (67) • SVJCR/L (453) • SVJCR/L-16-JHP (454) • SVPCR/L (69) • SVVCN (454) • SVXCR/L (454) • Y-SVJCR (65) • Y-SVJCR-JHP (65) • AVC-SVLCR/L (96) • PVACR/L-JHP-MC (68) 211