Каталог Iscar токарные пластины ISO 2022 - страница 85
Навигация
 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022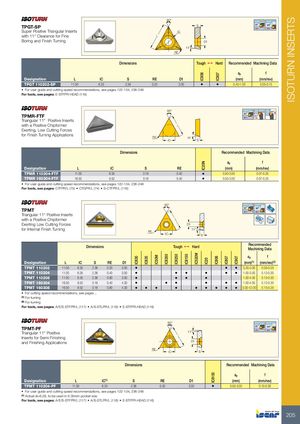
IC830 IC635 IC50M IC8350 IC8250 IC8150 IC520M IC908IC20N IC20 IC8150 IC907IC806 IC807 IC907 ISOTURN INSERTS 60° TPGT-SP S 91º 95º Super Positive Triangular Inserts IC with 11° Clearance for Fine L Boring and Finish Turning D1 11˚ RE Dimensions Tough 1 Hard Recommended Machining Data ap f Designation L IC S RE D1 (mm) (mm/rev) TPGT 110202-SP 11.00 6.35 2.38 0.20 3.00 • • 0.40-1.00 0.05-0.15 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: E-STFPR-HEAD (116) TPMR-FTF 60° 91º 91º91º Triangular 11° Positive Inserts with a Positive Chipformer L Exerting, Low Cutting Forces for Finish Turning Applications RE 11° IC S Dimensions Recommended Machining Data ap f Designation L IC S RE (mm) (mm/rev) TPMR 110304-FTF 11.00 6.35 3.18 0.40 • 0.50-3.00 0.07-0.25 TPMR 160304-FTF 16.50 9.52 3.18 0.40 • 0.50-3.00 0.07-0.25 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: CTFPR/L (75) • CTGPR/L (74) • S-CTFPR/L (116) 60° TPMT 91º 95º Triangular 11° Positive Inserts with a Positive Chipformer L Exerting Low Cutting Forces D1 for Internal Finish Turning 11°RE IC S Dimensions Tough 1 Hard RecommendedMachining Data ap f Designation L IC S RE D1 (mm)(1) (mm/rev)(2) TPMT 110202 11.00 6.35 2.38 0.20 3.00 • • • 0.20-2.00 0.05-0.25 TPMT 110204 11.00 6.35 2.38 0.40 3.00 • • • • • • 1.00-3.00 0.12-0.30 TPMT 110208 11.00 6.35 2.38 0.80 3.00 • • • • 1.00-4.00 0.15-0.30 TPMT 160304 16.50 9.52 3.18 0.40 4.30 • • • • • • 1.00-4.00 0.12-0.30 TPMT 160308 16.50 9.52 3.18 0.80 4.30 • • • • • • • • • 5.00-12.00 0.15-0.35 • For cutting speed recommendations, see pages .. (1) For turning (2) For turning For tools, see pages: A/E/S-STFPR/L (117) • A/S-STLPR/L (118) • E-STFPR-HEAD (116) 60° TPMT-PF 91º 95º Triangular 11° Positive 11° Inserts for Semi-Finishing L and Finishing Applications D1 RE IC S Dimensions Recommended Machining Data ap f Designation L IC(1) S RE D1 (mm) (mm/rev) TPMT 110204-PF 11.00 6.35 2.38 0.40 3.00 • 0.50-3.00 0.10-0.30 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 (1) Actual di=6.28, to be used in 6.35mm pocket size For tools, see pages: A/E/S-STFPR/L (117) • A/S-STLPR/L (118) • E-STFPR-HEAD (116) 205