Каталог Iscar токарные пластины ISO 2022 - страница 100
Навигация
 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022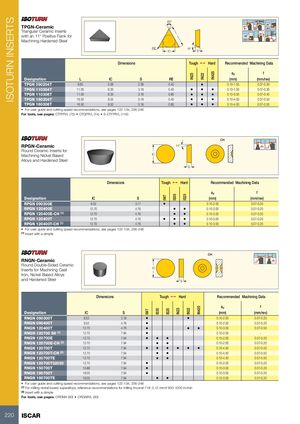
ISOTURN INSERTS IW7 IS35 IW7 IS25 IS35 IN23 IS25 IN22 IN23 IN420 IN22 IN420 60° 22°MAX TPGN-Ceramic 91º91º93º Triangular Ceramic Insertswith an 11° Positive Flank for L 95º 91º 55°MAX Machining Hardened Steel 60º RE 11° IC S Dimensions Tough 1 Hard Recommended Machining Data ap f Designation L IC S RE (mm) (mm/rev) TPGN 090204T 9.60 5.56 2.38 0.40 • 0.10-1.50 0.07-0.30 TPGN 110304T 11.00 6.35 3.18 0.40 • • • 0.10-1.50 0.07-0.30 TPGN 110308T 11.00 6.35 3.18 0.80 • • • 0.10-3.00 0.07-0.40 TPGN 160304T 16.50 9.52 3.18 0.40 • • • 0.10-4.00 0.07-0.50 TPGN 160308T 16.50 9.52 3.18 0.80 • • • 0.10-4.00 0.07-0.50 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: CTFPR/L (75) • CTGPR/L (74) • S-CTFPR/L (116) CH RPGN-Ceramic 11° Round Ceramic Inserts for Machining Nickel Based IC Alloys and Hardened Steel S Dimensions Tough 1 Hard Recommended Machining Data ap f Designation IC S (mm) (mm/rev) RPGN 090300E 9.52 3.17 • 0.10-2.00 0.07-0.20 RPGN 120400E 12.70 4.76 • • 0.10-3.00 0.07-0.20 RPGN 120400E-CH (1) 12.70 4.76 • • 0.10-3.00 0.07-0.20 RPGN 120400T 12.70 4.76 • • • 0.10-3.00 0.07-0.20 RPGN 120400T-CH (1) 12.70 4.76 • • 0.10-3.00 0.07-0.20 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 (1) Insert with a dimple CH RNGN-Ceramic Round Double-Sided Ceramic Inserts for Machining Cast IC Iron, Nickel Based Alloys and Hardened Steel S Dimensions Tough 1 Hard Recommended Machining Data ap f Designation IC S (mm) (mm/rev) RNGN 090300T 9.52 3.18 • • 0.10-2.00 0.07-0.20 RNGN 090400T 9.52 4.76 • 0.10-2.00 0.07-0.20 RNGN 120400T 12.70 4.76 • • • 0.10-3.50 0.07-0.50 RNGN 120700 S6 (1) 12.70 7.94 • 0.10-2.00 - RNGN 120700E 12.70 7.94 • • • 0.10-2.00 0.07-0.20 RNGN 120700E-CH (2) 12.70 7.94 • • 0.10-2.00 0.07-0.20 RNGN 120700T 12.70 7.94 • • • • • • 0.10-4.50 0.07-0.50 RNGN 120700T-CH (2) 12.70 7.94 • • 0.10-4.50 0.07-0.50 RNGN 120700TE 12.70 7.94 • • 0.10-4.50 0.07-0.50 RNGN 120700T02020 12.70 7.94 • 0.10-2.00 0.07-0.20 RNGN 150700T 15.88 7.94 • 0.10-3.00 0.07-0.20 RNGN 190700T 19.05 7.94 • 0.10-3.00 0.07-0.20 RNGN 190700TE 19.05 7.94 • • 0.10-3.00 0.07-0.20 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 (1) For milling nickel based superalloys; reference recommendations for milling Inconel 718: 0.12 mm/t 900-1000 m/min (2) Insert with a dimple For tools, see pages: CRDNN (90) • CRGNR/L (90) 220 ISCAR