Каталог Iscar сверла ружейные и для глубокого сверления 2022 - страница 107
Навигация
 Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master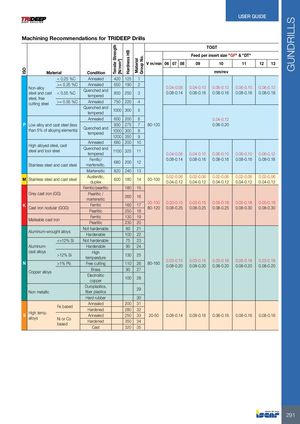
ISO Tensile Strength [N/mm2] Hardness HB Material Group No. GUNDRILLS USER GUIDE Machining Recommendations for TRIDEEP Drills TOGT Feed per insert size "GF" & "DT" V m/min 06 07 08 09 10 11 12 13 Material Condition mm/rev < 0.25 %C Annealed 420 125 1 >= 0.25 %C Annealed 650 190 2Non-alloysteel and cast< 0.55 %Csteel, freeQuenched andtempered85025030.04-0.080.04-0.100.06-0.100.06-0.100.06-0.120.08-0.140.08-0.160.08-0.160.08-0.160.08-0.18 cutting steel >= 0.55 %C Annealed 750 220 4 Quenched andtempered1000 300 5 Annealed 600 200 6 0.04-0.12 P Low alloy and cast steel (lessthan 5% of alloying elements)930 275Quenched andtempered100030078 80-120 0.06-0.20 1200 350 9 High alloyed steel, caststeel and tool steelAnnealed 680 200 10Quenched andtempered1100325110.04-0.080.04-0.10 0.06-0.10 0.06-0.10 0.06-0.12 Stainless steel and cast steel Ferritic/martensitic.680 200 12 0.08-0.14 0.08-0.16 0.08-0.16 0.08-0.16 0.08-0.18 Martensitic 820 240 13 M Stainless steel and cast steel Austenitic,duplex 600 180 14 50-100 0.02-0.060.04-0.120.02-0.060.04-0.120.02-0.060.04-0.120.02-0.060.04-0.120.02-0.060.04-0.12 Ferritic/pearlitic 180 15 Grey cast iron (GG) Pearlitic /martensitic 260 16 K Cast iron nodular (GGG) FerriticPearlitic 160 17 50-100 0.03-0.15 0.03-0.15 0.05-0.18 0.05-0.18 0.05-0.182501880-1200.08-0.250.08-0.250.08-0.250.08-0.300.08-0.30 Malleable cast iron Ferritic 130 19 Pearlitic 230 20 Aluminum-wrought alloys Not hardenableHardenable 60 2110022 <=12% Si Not hardenable 75 23 Aluminum- Hardenable 90 24 cast alloys >12% Si HightemperatureN>1% PbFree cutting 130 2511026 80-160 0.03-0.150.08-0.200.03-0.150.08-0.200.03-0.180.08-0.200.05-0.180.08-0.200.03-0.180.08-0.20 Copper alloys Brass 90 27 Electroliticcopper 100 28 Non metallic Duroplastics,fiber plastics 29 Hard rubber 30 Fe based AnnealedHardened 200 3128032 S High temp.alloys Ni or Cobased AnnealedHardened 250 33 20-50 0.08-0.14 0.08-0.16 0.08-0.16 0.08-0.16 0.08-0.1635034 Cast 320 35 291