Каталог Iscar обработка канавок 2022 - страница 33
Навигация
 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar инструментальная оснастка 2022
Каталог Iscar инструментальная оснастка 2022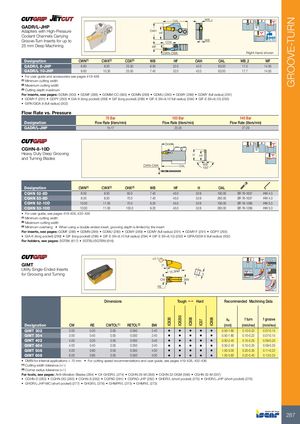
IC830 IC8250 IC808 IC07 IC806 GROOVE-TURN OAL WB_2 GADR/L-JHP Adapters with High-Pressure OAH HF Coolant Channels Carrying Groove-Turn Inserts for up to CDX WB Bar Max 25 mm Deep Machining WF CWN-CWX Right-hand shown Designation CWN(1) CWX(2) CDX(3) WB HF OAH OAL WB_2 WF GADR/L 8-JHP 6.60 8.30 25.50 6.00 32.0 42.0 63.00 17.0 14.00 GADR/L 10-JHP 8.60 10.30 25.50 7.40 32.0 42.0 63.00 17.7 14.00 • For user guide and accessories see pages 419-438 (1) Minimum cutting width (2) Maximum cutting width (3) Cutting depth maximum For inserts, see pages: GDMA (300) • GDMF (288) • GDMM-CC (583) • GDMN (289) • GDMU (290) • GDMY (289) • GDMY (full radius) (291) • GDMY-F (291) • GDPY (293) • GIA-K (long pocket) (299) • GIF (long pocket) (298) • GIF-E (W=8,10 full radius) (294) • GIF-E (W=8,10) (292) • GIPA/GIDA 8 (full radius) (302) Flow Rate vs. Pressure 70 Bar 100 Bar 140 Bar Designation Flow Rate (liters/min) Flow Rate (liters/min) Flow Rate (liters/min) GADR/L-JHP 15-17 23-25 27-29 OHX CGHN-8-10D Heavy Duty Deep Grooving H HF and Turning Blades CWN-CWX OAL WB150˚ Designation CWN(1) CWX(2) OHX(3) WB HF H OAL CGHN 52-8D 8.00 8.30 50.0 7.40 45.0 52.6 190.00 SR 76-1637 HW 4.0 CGHN 53-8D 8.00 8.30 70.0 7.40 45.0 52.6 260.00 SR 76-1637 HW 4.0 CGHN 52-10D 10.00 11.00 70.0 9.20 45.0 52.6 190.00 SR 76-1289 HW 5.0 CGHN 53-10D 10.00 11.00 100.0 9.20 45.0 52.6 260.00 SR 76-1289 HW 5.0 • For user guide, see pages 419-428, 432-436 (1) Minimum cutting width (2) Maximum cutting width (3) Minimum overhang • When using a double-ended insert, grooving depth is limited by the insert For inserts, see pages: GDMF (288) • GDMN (289) • GDMU (290) • GDMY (289) • GDMY (full radius) (291) • GDMY-F (291) • GDPY (293) • GIA-K (long pocket) (299) • GIF (long pocket) (298) • GIF-E (W=8,10 full radius) (294) • GIF-E (W=8,10) (292) • GIPA/GIDA 8 (full radius) (302) For holders, see pages: SGTBK (617) • SGTBU/SGTBN (616) ±0.1 GIMT 7º Utility Single-Ended Insertsfor Grooving and Turning 15.3Ref 5 CW BW RE Dimensions Tough 1 Hard Recommended Machining Data ap f turn f groove Designation CW RE CWTOL(1) RETOL(2) BW (mm) (mm/rev) (mm/rev) GIMT 302 3.00 0.20 0.05 0.050 2.40 • • • • • 0.50-1.80 0.10-0.22 0.07-0.15 GIMT 304 3.00 0.40 0.05 0.050 2.40 • • • • • 0.50-1.80 0.10-0.22 0.07-0.15 GIMT 402 4.00 0.20 0.05 0.050 3.40 • • • • • 0.50-2.40 0.15-0.25 0.09-0.20 GIMT 404 4.00 0.40 0.05 0.050 3.40 • • • • • 0.50-2.40 0.15-0.25 0.09-0.20 GIMT 508 5.00 0.80 0.05 0.050 4.00 • • • • • 1.00-3.00 0.20-0.35 0.11-0.22 GIMT 608 6.00 0.80 0.05 0.050 5.00 • • • • • 1.00-3.60 0.22-0.40 0.13-0.25 • DMIN for internal applications = 70 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) For tools, see pages: Anti-Vibration Blades (284) • C#-GHDR/L (274) • CGHN 26-M (356) • CGHN 32-DGM (358) • CGHN 32-M (357) • CGHN-D (283) • CGHN-DG (283) • CGHN-S (282) • CGPAD (281) • CGPAD-JHP (282) • GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276) • GHDR/L-JHP-MC (short pocket) (277) • GHGR/L (278) • GHMPR/L (273) • GHMR/L (273) 287