Каталог Iscar концевые фрезы со сменными пластинами 2022 - страница 70
Навигация
 Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar инструментальная оснастка 2022
Каталог Iscar инструментальная оснастка 2022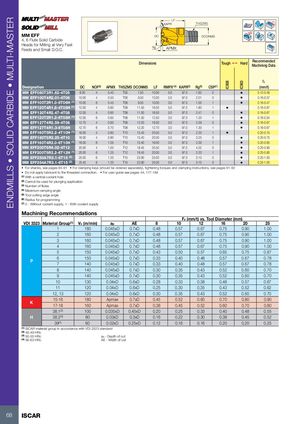
ENDMILLS • SOLID CARBIDE • MULTI-MASTER IC908 IC903 LF KAPR THSZMS Rd° MM EFF DC DCONMS 4, 6 Flute Solid Carbide Heads for Milling at Very Fast Feeds and Small D.O.C. Rg APMX Dimensions Tough 1 Hard RecommendedMachining Data fz Designation DC NOF(3) APMX THSZMS DCONMS LF RMPX°(4) KAPR(5) Rg(6) CSP(7) (mm/t) MM EFF080T3R1.62-4T05 8.00 4 0.40 T05 7.50 10.00 5.0 97.0 1.62 0 • 0.12-0.48 MM EFF100T4R2.01-4T06 10.00 4 0.50 T06 9.50 13.00 5.0 97.0 2.01 0 • 0.16-0.57 MM EFF100T2R1.0-6T06H (1) 10.00 6 0.45 T06 9.50 10.00 3.0 97.0 1.00 1 • 0.16-0.47 MM EFF120T4R1.8-4T08H (1) 12.00 4 0.60 T08 11.50 16.50 5.0 97.0 1.80 1 • 0.16-0.67 MM EFF120T4R2.47-4T08 12.00 4 0.60 T08 11.50 16.50 5.0 97.0 2.47 0 • 0.16-0.67 MM EFF120T2R1.2-6T08H (1) 12.00 6 0.65 T08 11.50 12.50 3.0 97.0 1.20 1 • 0.16-0.54 MM EFF127T4R2.59-4T08 12.70 4 0.60 T08 12.20 16.50 5.0 97.0 2.59 0 • 0.16-0.67 MM EFF127T4R1.3-6T08H 12.70 6 0.70 T08 12.20 12.70 3.0 97.0 1.30 1 • 0.16-0.67 MM EFF160T5R2.2-4T10H (1) 16.00 4 0.80 T10 15.40 20.50 5.0 97.0 2.20 1 • 0.20-0.75 MM EFF160T5R3.25-4T10 16.00 4 0.80 T10 15.40 20.50 5.0 97.0 3.25 0 • 0.20-0.75 MM EFF160T4R2.0-6T10H (1) 16.00 6 1.05 T10 15.40 16.00 3.0 97.0 2.00 1 • 0.20-0.65 MM EFF200T6R4.02-4T12 20.00 4 1.00 T12 18.45 25.50 5.0 97.0 4.02 0 • 0.20-0.90 MM EFF200T5R2.2-6T12H (1) 20.00 6 1.25 T12 18.45 20.00 3.0 97.0 2.20 1 • 0.20-0.80 MM EFF250A7R3.1-6T15 (2) 25.00 6 1.20 T15 23.90 25.00 5.0 97.0 3.10 0 • 0.25-1.00 MM EFF254A7R3.1-6T15 (2) 25.40 6 1.20 T15 23.90 25.00 5.0 97.0 3.10 0 • 0.25-1.00 • For shanks, see pages 84-91 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 91-92 • Do not apply lubricant to the threaded connection. • For user guide see pages 44, 177-184 (1) With a central coolant hole (2) Cannot be used for plunging application (3) Number of flutes (4) Maximum ramping angle (5) Tool cutting edge angle (6) Radius for programming (7) 0 - Without coolant supply, 1 - With coolant supply Machining Recommendations Fz (mm/t) vs. Tool Diameter (mm) VDI 3323 Material Group(1) Vc (m/min) ap AE 8 10 12 16 20 25 1 180 0.045xD 0.7xD 0.48 0.57 0.67 0.75 0.90 1.00 2 160 0.045xD 0.7xD 0.48 0.57 0.67 0.75 0.90 1.00 3 160 0.045xD 0.7xD 0.48 0.57 0.67 0.75 0.90 1.00 4 160 0.045xD 0.7xD 0.48 0.57 0.67 0.75 0.90 1.00 5 150 0.045xD 0.7xD 0.43 0.50 0.57 0.65 0.75 0.87 P 67 150 0.045xD 0.7xD 0.33 0.40 0.48 0.57 0.67 0.781400.045xD0.7xD0.330.400.480.570.670.78 8 140 0.045xD 0.7xD 0.30 0.35 0.43 0.52 0.60 0.70 9 140 0.045xD 0.7xD 0.30 0.35 0.43 0.52 0.60 0.70 10 130 0.04xD 0.6xD 0.28 0.33 0.38 0.48 0.57 0.67 11 120 0.04xD 0.6xD 0.25 0.30 0.35 0.43 0.52 0.62 12, 13 120 0.04xD 0.6xD 0.30 0.35 0.43 0.52 0.60 0.70 K 15-1617-18 180 Apmax 0.7xD 0.45 0.52 0.60 0.70 0.80 0.90160Apmax0.7xD0.380.450.520.600.700.80 38.1(2) 100 0.035xD 0.45xD 0.20 0.25 0.33 0.40 0.48 0.55 H 38.2(3) 80 0.03xD 0.3xD 0.16 0.22 0.30 0.38 0.45 0.52 39(4) 60 0.02xD 0.25xD 0.12 0.16 0.16 0.20 0.20 0.25 (1) ISCAR material group in accordance with VDI 3323 standard (2) 45-49 HRc (3) 50-55 HRc ap - Depth of cut (4) 56-63 HRc AE - Width of cut 68 ISCAR