Каталог Iscar инструмент для мелкоразмерной обработки - страница 38
Навигация
 Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022 Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 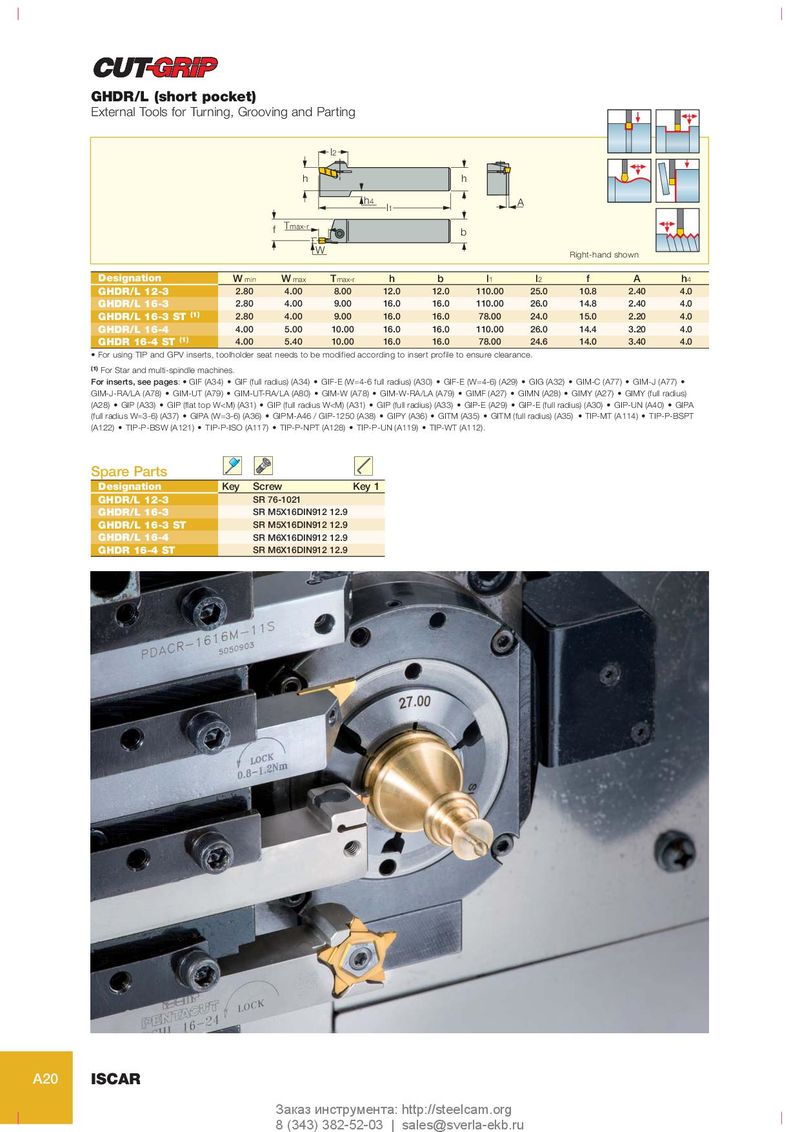
GHDR/L (short pocket)
External Tools for Turning, Grooving and Parting
l2
h h
h 4 A
l1
f Tmax-r
b
W Right-hand shown
Designation W min W max T max-r h b l 1 l 2 f A h 4
GHDR/L 12-3 2.80 4.00 8.00 12.0 12.0 110.00 25.0 10.8 2.40 4.0
GHDR/L 16-3 2.80 4.00 9.00 16.0 16.0 110.00 26.0 14.8 2.40 4.0
GHDR/L 16-3 ST (1) 2.80 4.00 9.00 16.0 16.0 78.00 24.0 15.0 2.20 4.0
GHDR/L 16-4 4.00 5.00 10.00 16.0 16.0 110.00 26.0 14.4 3.20 4.0
GHDR 16-4 ST (1) 4.00 5.40 10.00 16.0 16.0 78.00 24.6 14.0 3.40 4.0
• For using TIP and GPV inserts, toolholder seat needs to be modified according to insert profile to ensure clearance.
(1) For Star and multi-spindle machines.
For inserts, see pages: • GIF (A34) • GIF (full radius) (A34) • GIF-E (W=4-6 full radius) (A30) • GIF-E (W=4-6) (A29) • GIG (A32) • GIM-C (A77) • GIM-J (A77) •
GIM-J-RA/LA (A78) • GIM-UT (A79) • GIM-UT-RA/LA (A80) • GIM-W (A78) • GIM-W-RA/LA (A79) • GIMF (A27) • GIMN (A28) • GIMY (A27) • GIMY (full radius)
(A28) • GIP (A33) • GIP (flat top W