Общий каталог Ingersoll 2011 - страница 1346
Навигация
 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021- 0003 Table of Contents
- 0006 End Mills
- 0064 Long Edge
- 0104 0Deg Face Mills
- 0160 Face Mills
- 0202 Slotters
- 0218 Form Mills
- 0236 Profile Mills
- 0302 Milling Tech
- 0384 Solid Carbide
- 0448 Solid Carbide Tech
- 0474 Holemaking & Thread Milling
- 0666 Holemaking & Thread Milling Tech
- 0720 Innofit Top On Toolholders
- 0738 HSK Toolholders
- 0774 CAT Toolholders
- 0796 BT Toolholders
- 0816 Adaptions Accessories
- 0872 Turning Inserts
- 1024 Turning Holders
- 1144 Turning Tech
- 1174 Threading Inserts
- 1242 Threading Holders
- 1256 Threading Tech
- 1268 T-Clamp
- 1344 T-Clamp Tech
- 1376 T-CAP
- 1388 T-CAP Tech
- 1394 Product_Index
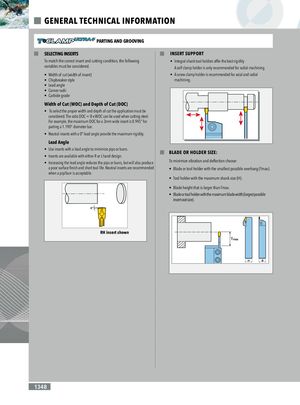
GENERAL TECHNICAL INFORMATION PARTING AND GROOVING SELECTING INSERTS INSERT SUPPORT To match the correct insert and cutting condition, the following • Integral shank tool holders offer the best rigidity variables must be considered. A self clamp holder is only recommended for radial machining • Width of cut (width of insert) • A screw clamp holder is recommended for axial and radial • Chipbreaker style machining. • Lead angle • Corner radii • Carbide grade Width of Cut (WOC) and Depth of Cut (DOC) • To select the proper width and depth of cut the application must be considered. The ratio DOC = 8 x WOC can be used when cutting steel. For example, the maximum DOC for a 3mm wide insert is 0.945" for parting a 1.190" diameter bar. • Neutral inserts with a 0° lead angle provide the maximum rigidity. Lead Angle • Use inserts with a lead angle to minimize pips or burrs. BLADE OR HOLDER SIZE: • Inserts are available with either R or L hand design. • Increasing the lead angle reduces the pips or burrs, but will also produce To minimize vibration and deflection choose: a poor surface finish and short tool life. Neutral inserts are recommended • Blade or tool holder with the smallest possible overhang (Tmax). when a pip/burr is acceptable. • Tool holder with the maximum shank size (H). • Blade height that is larger than Tmax. • Blade or tool holder with the maximum blade width (largest possible insert seat size). RH insert shown 1348