Каталог Hoffmann Group режущий и вспомогательный инструмент - страница 20
Навигация
 Каталог Hoffmann Group запасные части, оснастка и СИЗ
Каталог Hoffmann Group запасные части, оснастка и СИЗ Каталог Hoffmann Group ручной и измерительный инструмент
Каталог Hoffmann Group ручной и измерительный инструмент Каталог Hoffmann Group токарный инструмент
Каталог Hoffmann Group токарный инструмент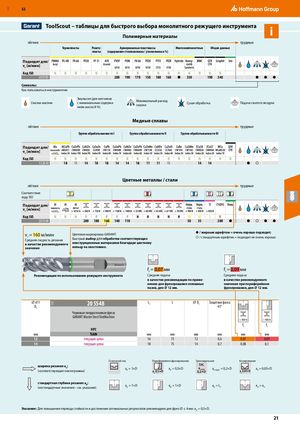
RUE 11X 52 ToolScout – таблицы для быстрого выбора монолитного режущего инструментаПолимерные материалы i лёгкие трудные Термопласты Реакто- Армированные пластмассы Многокомпонентные Общие данные пласты (содержание стекловолокна / углеволокна в %) Подходит для/ vc [м/мин] Код ISO N N N N N N N N N N N N N N N N N 20 9785 200 190 170 150 180 160 ● 350 190 340 ● ● ● Символы: Как пользоваться инструментом Смазка маслом Эмульсия (для метчиковс минимальным содержа-нием масла 8 %)Минимальный расходсмазкиСухая обработка Подача сжатого воздуха Медные сплавы лёгкие трудные Группа обрабатываемости I Группа обрабатываемости II Группа обрабатываемости III Подходит для/ vc [м/мин] Код ISO N N N N N N N N N N N N N N N N N N 13 2610 18 11 14 18 18 14 14 18 11 11 11 14 14 ● ○ Цветные металлы / стали лёгкие трудные Соответствие коду ISO Подходит для/ vc [м/мин] Код ISO N N N P P P P P H H H H H M M S K 20 5548 200 180 160 140 110 50 35 200 ● ● ○ ● ● vc = 160 м/минСредняя скорость резанияЦветовая маркировка GARANT:Быстрый выбор для обработки соответствующих ● / жирным шрифтом = очень хорошо подходит;○ / стандартным шрифтом = подходит не очень хорошо в качестве рекомендуемого конструкционных материалов благодаря цветному значения кольцу на хвостовике. fz = 0,07 мм fz = 0,09 мм Рекомендации по использованию режущего инструмента Средняя подача Средняя подача в качестве рекомендации по приме- в качестве рекомендуемого нению для фрезерования сплошных значения при периферийном пазов, для ⌀ 12 мм. фрезеровании, для ⌀ 12 мм. ⌀ d11DC 20 5548 Lc L ⌀ Ds Защитная фаска45° Черновая твердосплавная фреза GARANT Master Steel SlotMachine < 900 N < 900 N fz fz HPC мм TiAlN мм мм мм мм мм мм 12 текущая цена 16 73 12 0,6 0,07 0,09 14 текущая цена 18 75 14 0,7 0,08 0,1 Сплошной паз Периферийное фрезерование Трохоидальное Копирование ширина резания ae:(соответствующие пиктограммы) TPCae = 1×Dae 0,5×Dae = 0,5×Dae max0,2Dae макс = 0,2×Dae 0,05Dae = 0,05×D стандартная глубина резания ap:(нестандартные значения – см. указания)ap = 1×D ap = 1×D ap = Lc ap = ae Указание: Для повышения периода стойкости и достижения оптимальных результатов рекомендуем для фрез ⌀ ≤ 4 мм: ap = 0,5×D. 21