Каталог Guhring инструментальная оснастка - страница 46
Навигация
 Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring инструмент PKD CBN
Каталог Guhring инструмент PKD CBN Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring сверла со сменными пластинами
Каталог Guhring сверла со сменными пластинами 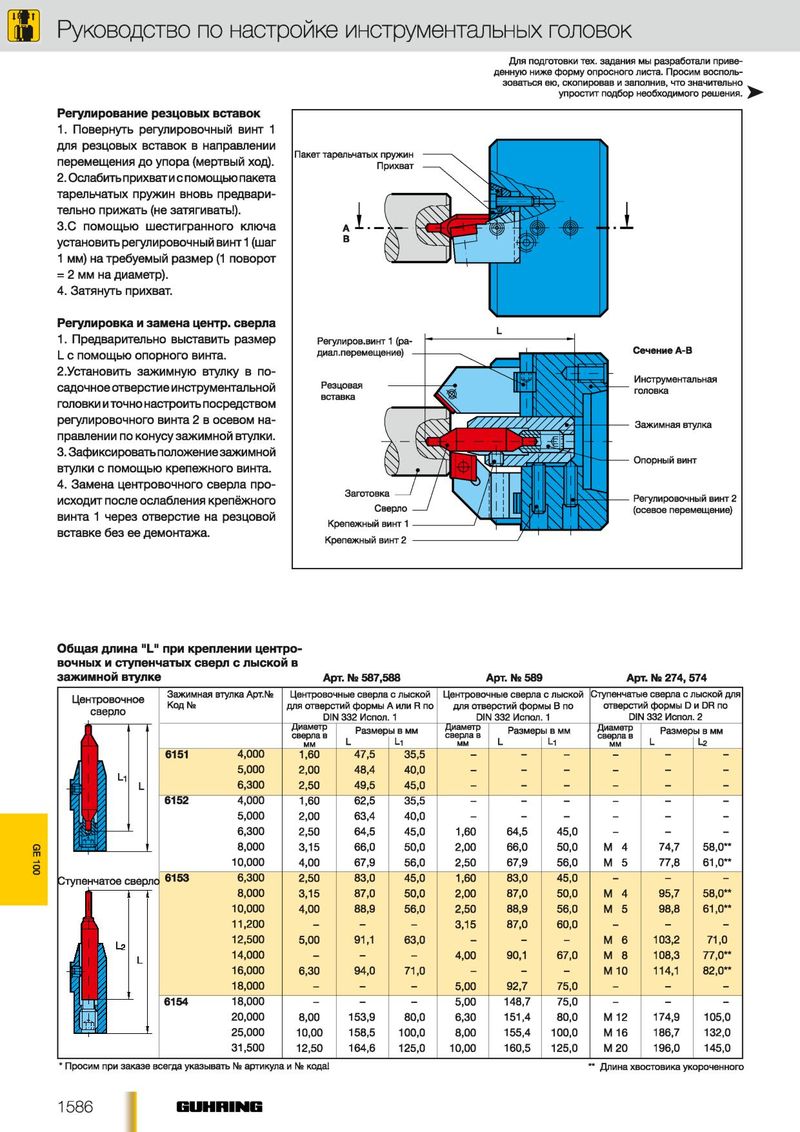
Руководство по настройке инструментальных головок Для подготовки тех. задания мы разработали приве денную ниже форму опросного листа. Просим восполь зоваться ею, скопировав и заполнив, что значительно упростит подбор необходимого решения. Регулирование резцовых вставок 1. Повернуть регулировочный винт 1 для резцовых вставок в направлении перемещения до упора (мертвый ход). 2. Ослабить прихвати с помощью пакета тарельчатых пружин вновь предвари тельно прижать (не затягивать!). 3. С помощью шестигранного ключа установить регулировочный винт 1 (шаг 1 мм) на требуемый размер (1 поворот = 2 мм на диаметр). 4. Затянуть прихват. Регулировка и замена центр, сверла 1. Предварительно выставить размер L с помощью опорного винта. 2. Установить зажимную втулку в по садочное отверстие инструментальной головки и точно настроить посредством регулировочного винта 2 в осевом на правлении по конусу зажимной втулки. 3. Зафиксировать положение зажимной втулки с помощью крепежного винта. 4. Замена центровочного сверла про исходит после ослабления крепёжного винта 1 через отверстие на резцовой вставке без ее демонтажа. Общая длина "L" при креплении центро вочных и ступенчатых сверл с лыской в зажимной втулке Арт. № 587,588 Арт. № 589 Арт. № 274, 574 Зажимная втулка Арт.№ Центровочные сверла с лыской Центровочные сверла с лыской Ступенчатые сверла с лыской для Центровочное Код № для отверстий формы А или R по для отверстий формы В по отверстий формы D и DR по сверло DIN 332 Испол. 1 DIN 332 Испол. 1 DIN 332 Испол. 2 Диаметр Диаметр Размер ы в мм ы В ММ Диаметр Размер ы в мм сверла в сверла в Размер сверла в мм L Li мм L L1 мм L L-2 61 5 1 4 ,0 0 0 1,6 0 4 7 ,5 3 5 ,5 - - - - - - 5 ,0 0 0 2 ,0 0 4 8 ,4 4 0 ,0 - - - - - - 6 ,3 0 0 2 ,5 0 4 9 ,5 4 5 ,0 - - - - - - 6 1 5 2 4 ,0 0 0 1,6 0 6 2 ,5 3 5 ,5 - - - - - - 5 ,0 0 0 2 ,0 0 6 3 ,4 4 0 ,0 - - - - - - 6 ,3 0 0 2 ,5 0 6 4 ,5 4 5 ,0 1,6 0 6 4 ,5 4 5 ,0 - - - GE 100 8 ,0 0 0 3 ,1 5 6 6 ,0 5 0 ,0 2 ,0 0 6 6 ,0 5 0 ,0 М 4 7 4 ,7 5 8 ,0 ** 1 0 ,0 0 0 4 ,0 0 6 7 ,9 5 6 ,0 2 ,5 0 6 7 ,9 5 6 ,0 М 5 7 7 ,8 6 1 ,0 ** Ступенчатое сверло 6 1 5 3 6 ,3 0 0 2 ,5 0 8 3 ,0 4 5 ,0 1,6 0 8 3 ,0 4 5 ,0 - - - 8 ,0 0 0 3 ,1 5 8 7 ,0 5 0 ,0 2 ,0 0 8 7 ,0 5 0 ,0 М 4 9 5 ,7 5 8 ,0 ** 1 0 ,0 0 0 4 ,0 0 8 8 ,9 5 6 ,0 2 ,5 0 8 8 ,9 5 6 ,0 М 5 9 8 ,8 6 1 ,0 ** 1 1 ,2 0 0 - - - 3 ,1 5 8 7 ,0 6 0 ,0 - - - 1 2 ,5 0 0 5 ,0 0 91,1 6 3 ,0 - - - М 6 1 0 3 ,2 71 ,0 1 4 ,0 0 0 - - - 4 ,0 0 90,1 6 7 ,0 М 8 1 0 8 ,3 7 7 ,0 ** 1 6 ,0 0 0 6 ,3 0 9 4 ,0 7 1 ,0 - - - М 10 114,1 8 2 ,0 ** 1 8 ,0 0 0 - - - 5 ,0 0 9 2 ,7 7 5 ,0 - - - 6 1 5 4 1 8 ,0 0 0 - - - 5 ,0 0 1 4 8 ,7 7 5 ,0 - - - 2 0 ,0 0 0 8 ,0 0 1 5 3 ,9 8 0 ,0 6 ,3 0 1 5 1 ,4 8 0 ,0 М 12 1 7 4 ,9 1 0 5 ,0 2 5 ,0 0 0 1 0 ,0 0 1 5 8 ,5 1 0 0 ,0 8 ,0 0 1 5 5 ,4 1 0 0 ,0 М 16 1 8 6 ,7 1 3 2 ,0 3 1 ,5 0 0 1 2 ,5 0 1 6 4 ,6 1 2 5 ,0 1 0 ,0 0 1 6 0 ,5 1 2 5 ,0 М 2 0 1 9 6 ,0 1 4 5 ,0 ' Просим при заказе всегда указывать № артикула и № кода! Длина хвостовика укороченного 1586 GUHHING