Общий каталог Dormer Pramet 2016 - страница 385
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Каталог оснастка Dormer Pramet 2016
Каталог оснастка Dormer Pramet 2016 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022- КАТАЛОГ / CATALOGUE 2016
- ТОКАРНАЯ ОБРАБОТКА / TURNING
- Резце / Toolholders
- DCLNR/L
- DDJNR/L
- DSBNR/L
- DTGNR/L
- DWLNR/L
- DCLNR/L
- DTFNR/L
- PCBNR/L
- PCKNR/L
- PCLNR/L
- PDJNR/L
- PDNNR/L
- PDXNR/L
- PLBNR/L
- PRDCN
- PRSCR/L
- PRSNR/L
- PSBNR/L
- PSDNN
- PSKNR/L
- PSSNR/L
- PTFNR/L
- PTGNR/L
- PTTNR/L
- PWLNR/L
- PCLNR/L
- PDUNR/L
- PSKNR/L
- PTFNR/L
- PWLNR/L
- KHP-CBNR/L
- KHP-CLNR/L
- KHP-LBNR/L
- KHP-RSCR/L
- KHP-SBNR/L
- KHP-SSNR/L
- KHS-SBCR/L
- DKH
- DKTR/L A
- DKTR/L B
- DKTR/L C
- DKTR/L D
- KTP-LANR/L
- KTP-LFNR/L
- KTP-SANR/L
- KTP-SFNR/L
- KTP-CANR/L
- KTP-CFNR/L
- MTJNR/L
- MVJNR/L
- MWLNR/L
- SCACR/L
- SCBCR/L
- SCDCR
- SCFCR/L
- SCLCR/L
- SDJCR/L
- SDNCN
- SEGCR/L
- SRDCN
- SRDCR/L
- SRSCR/L
- SSBCR/L
- SSDCN
- SSKCR/L
- STFCR/L
- STFCR/L-A
- STJCR/L
- SVACR/L-DC
- SVGCR/L
- SVHB(C)R/L
- SVJB(C)R/L
- SVJCR/L-DC
- SVPB(C)R/L
- SVVB(C)N
- SVXCR/L
- SWLCR/L
- SCFCR/L
- SCKCR/L
- SCLCR/L
- SCLCR/L
- SCXCR/L
- SDQCR/L
- SDUCR/L
- SDUCR/L-E
- SDZCR/L
- SELPR/L
- SELPR/L-E
- SEUCR/L
- SEUPR/L
- SEXPR/L
- SEXPR/L-E
- SSSCR/L
- STFCR/L
- STFCR/L-E
- SVJBR/L
- SVLCR/L
- SVQB(C)R/L
- SVUB(C)R/L
- SVXCR/L
- SVXCR/L-E
- SWLCR/L
- SWUCR/L
- SWUCR/L-E
- CKJNR/L
- PHZ
- PHZ/2
- GFIR/L, GFKR/L
- GFIR/L, GFKR/L
- GFMR/L
- GFIR-L, GFMR-L
- GFIR-L, GFMR-L
- GFIL-R, GFML-R
- GFIL-R, GFML-R
- GFIR-R, GFMR-R
- GFIR-R, GFMR-R
- GFIL-L, GFML-L
- GFIL-L, GFML-L
- GGIR/L – 90°
- GGIR/L – 90°
- GG.R/L
- MS-EN
- MS-EN
- XLCCN
- XLCFN/R/L
- XLCCN
- XLCFN
- XLCFN
- XLCFN
- XLCFR/L
- XLCFR/L
- XLXFL
- DU, D
- SER/L
- SER/L-S
- SIR/L
- SIR/L-S
- Пластины / Inserts
- C
- CCGT
- CCMT
- CCMW
- CNGG
- CNMA
- CNMG
- CNMM
- CNMX
- D
- DCGT
- DCMT
- DCMW
- DNMA
- DNMG
- DNMM
- E
- ECMT
- EPMT
- K
- KNUX
- L
- LNUX 40, 50; LNMX 50
- LNUX 19, 30; LNMX 19, 30
- R
- RCGT
- RCMH
- RCMT
- RCMW
- RCMX
- RCUM
- RNMG
- S
- SCGT
- SCMT
- SCMW
- SNMA
- SNMG
- SNMM
- SNMX
- SNMX 25
- SPMR
- SPUN
- T
- TCGT
- TCMT
- TCMW
- TNMA
- TNMG
- TNMM
- TPMR
- TPUN
- V
- VBMT
- VCGT
- VCGX
- VCMT
- VCGW, VCMW
- VNMG
- W
- WCGT
- WCMT
- WNMA
- WNMG
- WNMM
- Керамические / Ceramics
- C
- CNGA
- CNGN
- CNGX
- D
- DNGA
- DNGN
- R
- RCGX
- RNGN
- S
- SNGA
- SNGN
- SNGX
- SPGN
- T
- TNGA
- TNGN
- TPGN
- V
- VNGA
- W
- WNGA
- КНБ / CBN
- C
- CCGW
- CNGA
- D
- DCGW
- DNGA
- T
- TCGW
- TNGA
- V
- VBGW
- VNGA
- W
- WNGA
- ПКА / PCD
- C
- CPGW
- D
- DCGW
- DCMW
- W
- VCMW
- Канавка-Отрезка / Grooving-Parting
- L
- LCMF 13
- LCMF 16
- LCMF 20
- LCMR 13
- LCMR 16
- LFMX
- LFUX
- TN
- TN ..ER/L ...ZZ DIN 471 VNĚJŠÍ
- TN ..ER/L ...ZZ DIN 472 VNITŘNÍ
- TN ..ER/L-R VNĚJŠÍ
- TN ..NR/L-R VNIŘTNÍ
- Нарезание резьбы / Threading
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNITŘNÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNĚJŠÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNITŘNÍ
- API PLNÝ PROFIL VNĚJŠÍ
- API PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNĚJŠÍ
- TRAPÉZ 30°DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° S PLNÝ PROFI VNĚJŠÍ
- TRAPÉZ 30° S PLNÝ PROFIL VNITŘNÍ
- AMERICKÝ 60° SO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- AMERICKÝ 60° ISO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNITŘNÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNĚJŠÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNITŘNÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1 PLNÝ PROFIL VNĚJŠÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1PLNÝ PROFIL VNITŘNÍ
- NPT ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- NPT ANSI B1.1–1983PLNÝ PROFIL / FULL PROFILEVNITŘNÍ
- Техническая часть / Technical information
- ФРЕЗЕРОВАНИЕ / MILLING
- Фрезы / Cutters
- SHN06
- S45HN06
- S45HN09
- S45OD05D
- S45OD06D
- S45OE06Z
- SSE09
- S45SE09F
- S45SN12Z
- S57PN13
- C60HN09
- S60LN15C
- F60SB22X
- F60SB22X
- W60SP25P
- CSC
- C90SC
- SAD07D
- SAD11E
- S90AD11E
- SAD16E
- S90AD16E
- CAD15
- C90AD15
- SAP10D
- S90AP10D
- SAP16D
- S90AP16D
- SLN12
- S90LN12
- S90LN16
- S90LN16
- SSO09
- S90SO09
- S90SD12
- F90TB27X
- W90SP25P
- W90XO12
- J-SAD11E
- T-S90AD11E
- J-SAD16E
- T-S90AD16E
- J-CSD12X
- C90SD12X
- SLSN
- SSAP
- SSAP-A
- 2416-E
- S90SN
- S90SN-R
- S90CN(XN)
- S90CN(XN)-R
- SMORC
- B-SRD
- SCRD
- SCMORD
- SPD09
- S19PD09-C
- SZD
- SMOZD
- L2-SZP
- K3-CXP
- SRC-A
- K2-SRC
- K2-SLC
- SVC22C
- S90VC22C
- SSD09
- N-SSO09
- 2516
- 2636
- SxxXP
- SCC
- Пластины / Inserts
- A
- ADEW 12
- ADEX-FA
- ADEX 16-FM
- ADEX-HF
- ADKT 15
- ADKX 15
- ADMX 07
- ADMX 11
- ADMX 16
- APET 15
- APET 16-FA
- APEW 15
- APKT 10-FA
- APKT 10-M
- APKT 16
- C
- CCMX-TS1
- CNHQ 10
- CNM
- H
- HNEF 09
- HNGX 06
- HNGX 09
- HNMF 09
- L
- LC12-CH
- LC12-KP (KPF)
- LC12-RE
- LC12-RI
- LNET 16
- LNEX
- LNGU 12
- LNGU 16
- LNGX 12
- LNMU 16
- O
- ODEW 06
- ODMT
- ODMX 06
- OEHT 06
- OFKR 07-M
- P
- PDKT 09-FM
- PDKX 09-FM
- PDMW 09
- PDMX 09
- PNMQ 13
- PNMU 13-M
- R
- RC(F)
- RCMT
- RDET
- RDEW
- RDEX-12
- RDGT
- REHT 16
- RPET 12
- RPET 15-M
- RPEW 12
- RPEW 15
- RPEX-12
- S
- SBKX 22
- SBMR 22
- SCKR-F
- SDEW 09
- SDEX 09-74
- SDGX 12-FM
- SDMT 12
- SDMX 12-M
- SEEN
- SEER
- SEET 09
- SEET 12
- SEET 12-FA
- SEET 12-PM
- SEEW 12
- SEMT 09
- SFCN 12
- SNET
- SNGX 13
- SNHF-M
- SNHN
- SNHQ AZ
- SNHQ 12 TRL
- SNKT 12-M
- SNKX
- SNMT 12
- SNUN
- SOMT 09
- SPET 12 AD
- SPET 12 S
- SPEW 12 AD
- SPGN
- SPGN 25 DZSR
- SPKN EDE
- SPKN EDS
- SPKR
- SPKX
- SPUN
- SPUN S
- T
- TBMR 27
- TCMT 16-FM
- TNJF 12
- TPCN 16
- TPKN ER
- TPKN SR
- TPKR
- TPUN
- V
- VCGT 22-FA
- X
- XDHW
- XEHT 06
- XNGX
- XNHQ
- XOEN 12
- XOEN 12 NH
- XP-FM
- XPHT 16
- Z
- ZDCW
- ZDEW 12
- ZP
- Техническая часть / Technical information
- ОБРАБОТКА ОТ ВЕРСТИЙ / HOLE-MAKING
- Сверление / Drilling
- Цельные твердосплавные свёрла / Solid drills
- 303DS
- 303DS
- 303DS
- 303DS
- 303DA
- 303DA
- 303DA
- 303DA
- 303DA-M
- 303DA-M
- 303DA-M
- 303DA-M
- 305DA
- 305DA
- 305DA
- 305DA
- 305DA-M
- 305DA-M
- 305DA-M
- 305DA-M
- 308FA
- 308FA
- 308FA
- 303TA
- 303TA
- 301CS P90
- Сверла с механическим креплением пластин / Indexable drills
- 802D
- 803D
- 804D
- 805D
- EP
- Пластины / Inserts
- SCET
- XPET
- WCMT
- WCMX
- Техническая часть / Technical information
- Растачивание / Boring
- Головки / Heads
- Черновaя обработкa / Roughing
- D75
- D75-C
- D75-BB
- D90
- D90-C
- D90-BB
- Чистовaя обработка / Finishing
- A75
- A75-C
- A75-BB
- A90
- A90-C
- A90-BB
- Микро / Micro
- MIKRO HLAVA / MICRO HEAD
- Расточные оправки / Boring bars
- ОПРАВКИ / BARS
- ОПРАВКИ / BARS A 042
- Картриджи / Cartridges
- КАРТРИДЖИ / CARTRIDGES
- Фасок головы / Chamfering heads
- Базовые держатели / Arbors
- DIN 69871
- MAS BT
- HSK
- DIN 2080
- MORSE
- DIN 1835 - WELDON
- УДЛИНИТЕЛИ / EXTENSIONS
- ПЕРЕХОДНИКИ / REDUCERS
- АДАПТЕРИ / ADAPTOR
- Расточные комплекты / Boring kits
- BS 54 KIT RC 8-100
- BS 54 KIT RC 8-170
- BS 54 KIT RC 8-210
- BS 54 KIT TC 8-043
- BS 54 KIT TC 8-100
- BS 54 KIT TC 8-170
- BS 54 KIT TC 8-210
- Техническая часть / Technical information
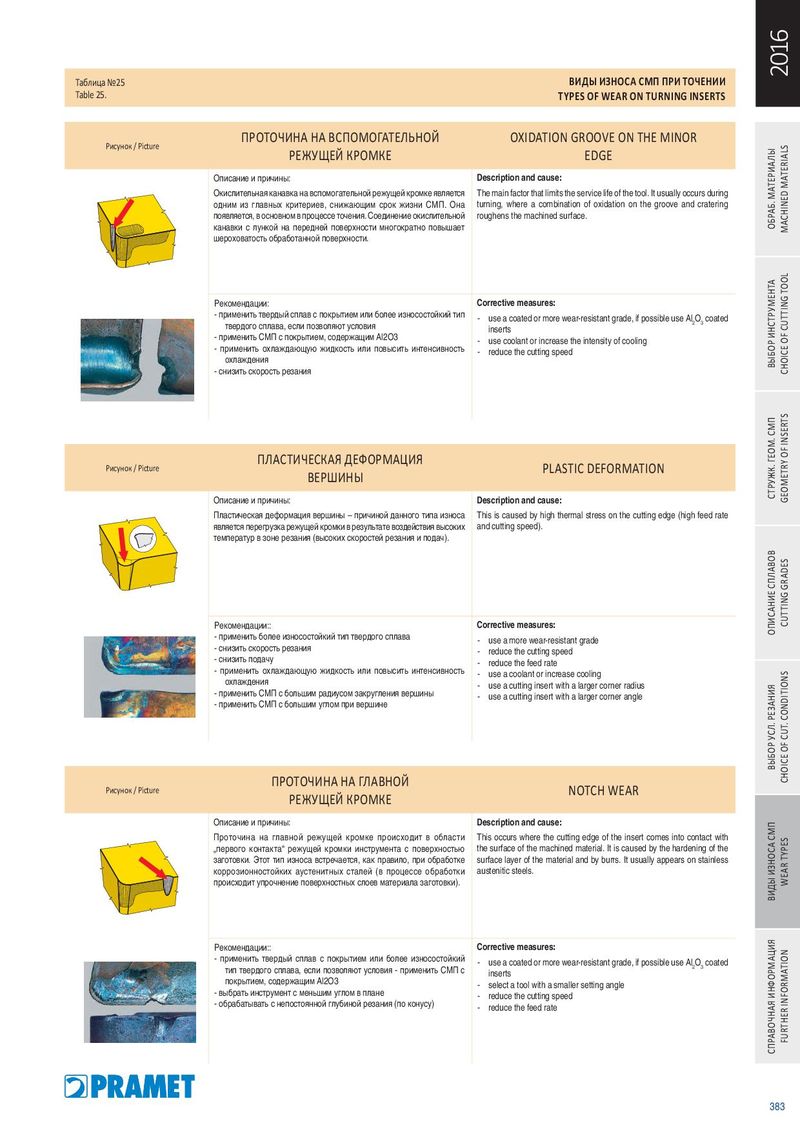
2016 Таблица №25 ВИДЫ ИЗНОСА СМП ПРИ ТОЧЕНИИ Table 25. T YPES OF WEAR ON TURNING INSERTS ПРОТОЧИНА НА ВСПОМОГАТЕЛЬНОЙ OXIDATION GROOVE ON THE MINOR Рисунок / Picture РЕЖУЩЕЙ КРОМКЕ EDGE Описание и причины: Description and cause: Окислительная канавка на вспомогательной режущей кромке является The main factor that limits the service life of the tool. It usually occurs during одним из главных критериев, снижающим срок жизни СМП. Она turning, where a combination of oxidation on the groove and cratering появляется, в основном в процессе точения. Соединение окислительной roughens the machined surface. канавки с лункой на передней поверхности многократно повышает ОБРАБ. МАТЕРИА ЛЫ MACHINED MATERIALS шероховатость обработанной поверхности. Рекомендации: Corrective measures: - применить твердый сплав с покрытием или более износостойкий тип - use a coated or more wear-resistant grade, if possible use Al 2 O 3 coated твердого сплава, если позволяют условия inserts - применить СМП с покрытием, содержащим Al2O3 - use coolant or increase the intensity of cooling - применить охлаждающую жидкость или повысить интенсивность - reduce the cutting speed охлаждения ВЫБОР ИНСТРУМЕНТА - снизить скорость резания CHOICE OF CUT TING TOOL ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ Рисунок / Picture PLASTIC DEFORMATION ВЕРШИНЫ С ТРУЖК. ГЕОМ. СМП Описание и причины: Description and cause: GEOMETRY OF INSERTS Пластическая деформация вершины – причиной данного типа износа This is caused by high thermal stress on the cutting edge (high feed rate является перегрузка режущей кромки в результате воздействия высоких and cutting speed). температур в зоне резания (высоких скоростей резания и подач). Рекомендации:: Corrective measures: CUT TING GR ADES ОПИСАНИЕ СПЛАВОВ - применить более износостойкий тип твердого сплава - use a more wear-resistant grade - снизить скорость резания - reduce the cutting speed - снизить подачу - reduce the feed rate - применить охлаждающую жидкость или повысить интенсивность - use a coolant or increase cooling охлаждения - use a cutting insert with a larger corner radius - применить СМП с большим радиусом закругления вершины - use a cutting insert with a larger corner angle - применить СМП с большим углом при вершине ВЫБОР УС Л. РЕЗАНИЯ ПРОТОЧИНА НА ГЛАВНОЙ CHOICE OF CUT. CONDITIONS Рисунок / Picture NOTCH WEAR РЕЖУЩЕЙ КРОМКЕ Описание и причины: Description and cause: Проточина на главной режущей кромке происходит в области This occurs where the cutting edge of the insert comes into contact with „первого контакта“ режущей кромки инструмента с поверхностью the surface of the machined material. It is caused by the hardening of the заготовки. Этот тип износа встречается, как правило, при обработке surface layer of the material and by burrs. It usually appears on stainless коррозионностойких аустенитных сталей (в процессе обработки austenitic steels. происходит упрочнение поверхностных слоев материала заготовки). WEAR T YPES ВИДЫ ИЗНОС А СМП Рекомендации:: Corrective measures: - применить твердый сплав с покрытием или более износостойкий - use a coated or more wear-resistant grade, if possible use Al 2 O 3 coated тип твердого сплава, если позволяют условия - применить СМП с inserts покрытием, содержащим Al2O3 - select a tool with a smaller setting angle - выбрать инструмент с меньшим углом в плане - reduce the cutting speed - обрабатывать с непостоянной глубиной резания (по конусу) - reduce the feed rate FURTHER INFORMATION СПРАВОЧНАЯ ИНФОРМАЦИЯ 383