Каталог Dormer Pramet обработка отверстий 2021 - 2022 - страница 451
Навигация
 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021- Содержание
- Алфавитный указатель
- WMG & ISO 13399
- Монолитные сверла
- Сверла из твердого сплава
- 1XD
- R122
- R123
- R125
- R200
- R6011
- 3XD
- R120
- R457
- R458
- R467
- R520
- R7131
- 4XD
- R100
- R510
- 5XD
- R453
- R454
- R463
- 8XD
- R459
- Подача
- Сверла из быстрорежущей стали
- 1XD
- A119
- A122
- A123
- A200
- A201
- A205
- A206
- A210
- A225
- A237
- A238
- A242
- A266
- A723
- 3XD
- A022
- A117
- A120
- A124
- A412
- A413
- A520
- A620
- A720
- A920
- A921
- 4XD
- A002
- A002S
- A100
- A101
- A108
- A130
- A147
- A160
- A166
- A170
- A243
- A244
- A400
- A402
- A405
- A510
- A530
- A730
- A777
- 5XD
- A553
- 6XD
- A110
- A350
- A900
- A901
- 10XD
- A125
- A345
- A940
- A941
- 15XD
- A951
- A976
- 20XD
- A952
- A977
- 25XD
- A978
- Наборы и прочее
- A080
- A087
- A088
- A089
- A094
- A095
- A099
- A099 Drillboy
- A188
- A190
- A191
- A1914
- A199
- A295
- A296
- M150
- M151
- M152
- Подача
- Техническая информация
- Развертки
- Развертки HM
- B400
- B411
- B441
- B442
- B481
- Развертки HSS
- H7
- B100
- B101
- B157
- B161
- B170
- B180
- B901
- Конические
- B301
- B903
- B952
- B953
- B954
- Прочие
- B121
- B122
- B334
- B335
- B955
- B956
- B957
- Подача
- Техническая информация
- Зенковки
- 20°
- G314
- 60°
- G135
- G137
- G335
- 82°
- G154
- 90°
- G106
- G107
- G129
- G132
- G136
- G138
- G142
- G149
- G236
- G338
- G400
- G506
- G560
- G570
- G600
- 100°
- G171
- 180°
- G125
- Подача
- СОЖ
- Сверла HYDRA
- Совместимость
- H851
- H853
- H855
- H858
- H8512
- H860
- H861
- R950
- R960
- R970
- Подача
- Техническая информация
- Сверла с пластинами
- 802D
- 803D
- 804D
- 805D
- EP
- SCET
- XPET
- Подача
- Техническая информация
- Расточные системы
- Черновые головки
- D75
- D75-C
- D75-BB
- D90
- D90-C
- D90-BB
- Чистовые головки
- F75
- F75-C
- F75-BB
- F90
- F90-C
- F90-BB
- MB-H
- Комплектующие
- ISO BARS
- ISO BARS A042
- CART-BS-SPC
- CART-BS-STD
- CHAM-BS
- Пластины
- CCGT
- CCGW CBN
- CCMT
- CCMW
- CNGA CBN
- CNGG
- CNMA
- CNMG
- DCMT
- DCMW
- DCMW PCD
- EPGX
- EPMT
- TCGT
- TCMT
- TCMW
- Оправки и переходники
- 69871-BS
- BT-BS
- HSK-BS
- 2080-BS
- MOR-BS
- WEL-BS
- EXT-BS
- RED-BS
- LA-BS
- Наборы
- Техническая информация
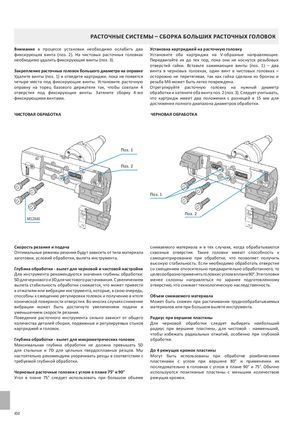
РА ТО ЫЕ И ТЕМЫ БОР А БОЛ ИХ РА ТО ЫХ ГОЛОВО В в процессе установки необходимо ослабить два У фиксирующих винта (поз. 2). На чистовых расточных головках Установите оба картриджа на V-образные направляющие. необходимо удалить фиксирующие винты (поз. 3). Передвигайте их до тех пор, пока они не коснутся резьбовых отверстий гайки. Вставьте зажимающие винты (поз. 1) – два винта в черновых головках, один винт в чистовых головках – Удалите винты (поз. 1) и отведите картриджи, пока не появятся осторожно не перетягивая, так как гайка сделана из бронзы и четыре места под фиксирующие винты. Установите расточную резьба M6 может быть легко повреждена. оправку на торец базового держателя так, чтобы совпали 4 Отрегулируйте расточную головку на нужный диаметр отверстия под фиксирующие винты. Затяните сборку 4-мя обработки и затяните оба винта поз. 2 (поз. 3). Следует учитывать, фиксирующими винтами. что картридж имеет два положения с разницей в 15 мм для достижения полного диапазона диаметров обработки. И ТОВА ОБРАБОТ А ЕР ОВА ОБРАБОТ А 15 Поз. 1 Поз. 2 Поз. 1 Поз. 2 M12X40 15 15 снимаемого материала и в тех случаях, когда обрабатываются Оптимальные режимы резания будут зависеть от типа материала сквозные отверстия. Такие головки имеют способность к заготовки, условий обработки, вылета инструмента. самоцентрированию при обработке, что позволяет получить высокую стабильность. Если необходимо обработать отверстие Г со смещением относительно предварительно обработанного, то Для инструмента рекомендуются значения глубины обработки: целесообразно применять головки с углом в плане 90°. Эти головки 5D для чернового и 3D для чистового растачивания. С увеличением менее склонны направляться по заранее подготовленному вылета стабильность обработки снижается, что может привести отверстию, что снижает технологическую наследственность. к отжатиям или вибрации инструмента, которые, в свою очередь, способны к смещению регулировки головок и получению в итоге О конической поверхности отверстия. Во многих случаях снижение Может быть снижен при растачивании труднообрабатываемых вибрации может быть достигнуто увеличением подачи и материалов или при большом вылете инструмента. уменьшением скорости резания. 15 Поведение расточного инструмента сильно зависит от общего Р количества деталей сборки, подвижных и регулируемых стыков Для черновой обработки следует выбирать наибольший картриджей и головок. радиус при вершине пластины, для чистовой - наименьший, чтобы избежать радиальных отжатий, особенно при глубокой Г обработке. Максимальная глубина обработки не должна превышать 5D для стальных и 7D для цельных твердосплавных резцов. Мы настоятельно рекомендуем укорачивать резцы в соответствии с Могут быть использованы при обработке ромбическими требуемой глубиной обработки. пластинами с углом при вершине 80° и применении их последовательно в головках с углом в плане 90° и 75°. Обычно используются позитивные пластины с меньшим количеством Угол в плане 75° следует использовать при большом объеме режущих кромок. 450