Общий каталог Dijet 2012 на русском - страница 144
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018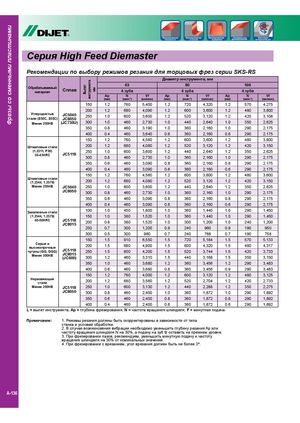
Фрезы со сменными пластинами Вылет инструмента мм ® Серия High Feed Diemaster Рекомендации по выбору режимов резания для торцовых фрез серии SKS-RS Диаметр инструмента, мм ОбрабатываемыйматериалСплав 634 зуба 804 зуба 1004 зуба Ap N Vf Ap N Vf Ap N Vf (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) 150 1.2 760 5,400 1.2 720 4,320 1.2 570 4,275 200 1.2 680 4,090 1.2 600 3,600 1.2 480 3,600 Углеродистые JC5040стали (S50C, S55C)JC8050250 1.0 600 3,600 1.2 520 3,120 1.2 420 3,108 Менее 250HB (JC730U) 300 1.0 460 2,730 1.0 440 2,640 1.0 350 2,625 350 0.8 460 3,190 1.0 360 2,160 1.0 290 2,175 400 0.4 460 3,640 0.6 360 2,160 0.6 290 2,175 150 1.2 760 4,560 1.2 600 3,600 1.2 480 3,600 Штамповые стали 200 1.2 680 4,080 1.2 520 3,120 1.2 420 3,150 (1.2311, P20)30-43HRCJC5118 250300 1.00.8 600 3,600 1.24602,7301.0440 2,640 1.23602,1601.0350 2,6252902,175 350 0.6 460 3,090 0.8 360 2,160 0.8 290 2,175 400 0.4 460 3,090 0.6 360 2,160 0.6 290 2,175 150 1.2 760 4,560 1.2 600 3,600 1.2 480 3,600 Штамповые стали(1.2344, 1.2379) 200 1.2 680 4,080 1.2 520 3,120 1.2 420 3,150 Менее 255HB JC5040 250 1.0 600 3,600 1.2 440 2,640 1.2 350 2,625 JC8050 300 0.8 460 2,730 1.0 360 2,160 1.0 290 2,175 350 0.6 460 3,090 0.8 360 2,160 0.8 290 2,175 400 0.4 460 3,090 0.6 360 2,160 0.6 290 2,175 Закаленные стали 100 1.0 450 1,800 1.0 360 1,440 1.0 290 1,450 (1.2344, 1.2379) 150 1.0 380 1,520 1.0 360 1,440 1.0 290 1,450 40-50HRC JC5118JC8015 200 0.8 380 1,520 1.0 300 1,200 1.0 240 1,200 250 0.7 300 1,200 0.9 240 960 0.9 190 950 300 0.5 300 960 0.7 240 768 0.7 190 758 150 1.5 910 6,550 1.5 720 5,184 1.5 570 5,133 Серые ивысокопрочныечугуны (GG, GGG)Менее 300HBJC5118JC8015(JC600)2002503001.51.51.26804,900 1.56004,2001.54603,3101.56004,320 1.55203,7441.54403,1681.54804,3174203,7333503,150 350 1.0 460 3,680 1.2 360 3,456 1.2 290 3,483 400 0.6 460 3,680 0.8 360 3,456 0.9 290 3,483 150 1.2 760 4,000 1.2 600 3,120 1.2 480 3,125 Нержавеющиестали 200 1.2 680 3,560 1.2 520 2,704 1.2 420 2,733 Менее 250HB JC5118 250 1.0 600 3,130 1.2 440 2,288 1.2 350 2,275 JC8050 300 0.8 460 2,400 1.0 360 1,872 1.0 290 1,892 350 0.6 460 2,400 0.8 360 1,872 0.8 290 1,892 400 0.4 460 2,400 0.6 360 1,872 0.6 290 1,892 L = вылет инструмента, Ap = глубина фрезерования, N = частота вращения шпинделя, F = минутная подача Примечание: 1. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N на 30%, а подачу на зуб fz оставить на прежнем уровне. 3. При фрезеровании пазов, рекомендуем, уменьшить минутную подачу и частоту вращения шпинделя на 30% от номинальных значений. 4. При фрезеровании с врезанием, угол врезания должен быть не более 3°. A-136