Общий каталог Dijet 2012 на русском - страница 143
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018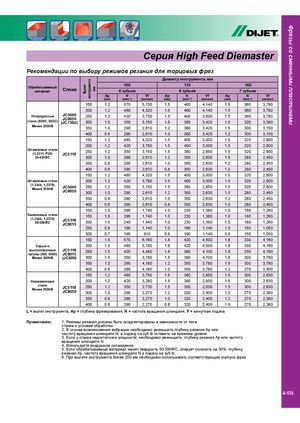
Фрезы со сменными пластинами Вылет инструмента мм ® Серия High Feed Diemaster Рекомендации по выбору режимов резания для торцовых фрез Диаметр инструмента, мм ОбрабатываемыйматериалСплав 1006 зубьев 1256 зубьев 1607 зубьев Ap N Vf Ap N Vf Ap N Vf (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) 150 1.2 570 5,130 1.5 460 4,140 1.5 360 3,780 200 1.2 480 4,320 1.5 460 4,140 1.5 360 3,780 Углеродистыестали (S50C, S55C)JC5040JC8050(JC730U)2503001.21.0 420 3,730 1.53503,1501.5400 3,600 1.53803,4201.5360 3,7803203,360 Менее 250HB 350 1.0 290 2,610 1.2 380 3,420 1.5 300 3,150 400 0.6 290 2,610 1.0 380 3,420 1.2 300 3,150 150 1.2 480 4,320 1.5 400 3,000 1.5 320 2,800 200 1.2 420 3,780 1.5 400 3,000 1.5 320 2,800 Штамповые стали(1.2311, P20)JC5118250 1.2 350 3,150 1.5 380 2,850 1.5 320 2,800 30-43HRC 300 1.0 290 2,610 1.2 350 2,630 1.5 280 2,450 350 0.8 290 2,610 1.0 350 2,630 1.2 280 2,450 400 0.6 290 2,610 0.8 350 2,630 1.0 280 2,450 150 1.2 480 4,320 1.5 400 3,000 1.5 320 2,800 Штамповые стали 200 1.2 420 3,780 1.5 400 3,000 1.5 320 2,800 (1.2344, 1.2379)Менее 255HBJC5040JC8050250300 1.21.0 350 3,150 1.52902,6101.2380 2,850 1.53502,6301.5320 2,8002802,450 350 0.8 290 2,610 1.0 350 2,630 1.2 280 2,450 400 0.6 290 2,610 0.8 350 2,630 1.0 280 2,450 100 1.0 290 1,740 1.0 230 1,380 1.0 180 1,260 Закаленные стали(1.2344, 1.2379)40-50HRCJC5118JC80151502001.01.0 290 1,740 1.02401,4401.0230 1,380 1.02301,3801.0180 1,2601801,260 250 0.9 190 1,140 1.0 190 1,140 1.0 150 1,050 300 0.7 190 910 0.8 190 1,140 0.8 150 1,050 150 1.5 570 6,160 1.8 420 4,500 1.8 330 4,160 Серые и 200 1.5 480 5,180 1.8 420 4,500 1.8 330 4,160 высокопрочные JC5118чугуны (GG, GGG)JC8015250 1.5 420 4,480 1.8 380 4,100 1.8 330 4,160 Менее 300HB (JC600) 300 1.5 350 3,780 1.5 380 4,100 1.8 300 3,780 350 1.2 290 4,180 1.2 350 3,780 1.5 300 3,780 400 0.8 290 4,180 1.0 350 3,780 1.2 270 3,400 150 1.2 480 3,750 1.5 380 2,850 1.5 300 2,630 Нержавеющие 200 1.2 420 3,280 1.5 380 2,850 1.5 300 2,630 сталиМенее 250HBJC5118JC8050250300 1.21.0 350 2,730 1.52902,2701.2350 2,630 1.53202,4001.5300 2,6302702,360 350 0.8 290 2,270 1.0 320 2,400 1.2 270 2,360 400 0.6 290 2,270 0.8 320 2,400 1.0 270 2,360 L = вылет инструмента, Ap = глубина фрезерования, N = частота вращения шпинделя, F = минутная подача Примечание: 1. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N, а подачу на зуб fz оставить на прежнем уровне. 3. Если у станка недостаточно мощности, необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N. 4. Используйте воздушное охлаждение. 5. Если обрабатываемый материал имеет твердость 50-55HRC, следует понизить на 30% глубину резания Ap, частоту вращения шпинделя N и подачу на зуб fz. 6. При вылете инструмента более 250 мм необходимо использовать соответствующие корпуса фрез. A-135